Распределение напряжений в стыковых швах
В стыковых соединениях с обработанными гладкими поверхностями швов, не имеющих внутренних дефектов — непроваров, трещин, пор, шлаковых включений, напряжения от продольной силы распределяются по поперечному сечению соединяемых элементов равномерно и определяются по формуле
σ = P/(l·s). (6.3)
Когда поверхность имеет форму, показанную на рис. 6.3 а, распределение напряжений по сечению становится неравномерным. На рис.6.3 б показано распределение напряжений встыковом соединении при 2V= 13 мм и Δs=3 мм (рис. 6.3 а). Зоны шва, сопрягаемые с основным металлом, испытывают концентрацию напряжений. Средние напряжения на оси шва несколько меньше напряжений в основном металле вне соединения (рис.6.3 б). Концентрация напряжений образуется также в корне шва при его непроваре. Величина коэффициента концентрации, определяемая формой шва составляет величину ασ= 1,5 – 1,6 (рис.6.3 б).
Рис. 6.3. Распределение напряжений в стыковом шве: а- геометрия сварного шва; б – уровни напряжений в различных зонах стыкового соединения
Вторым источником концентрации может служить смещение одного элемента относительно другого (рис. 6.4 а, б), а также в результате местных деформаций, вызванных неравномерным сокращением шва.
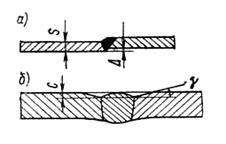
Рис. 6.4. Депланация (а) и изгиб стыкового шва (б)
Влияние концентраторов на прочность не учитывается при статических загружениях, но является весьма существенным при действии динамических нагрузок.
Концентрация напряжений, возникающих в зоне пор, имеет пространственный характер. Как показывают теоретические расчеты, коэффициенты концентрации напряжений возле сферических пор в 1,5 раза меньше концентрации в зоне цилиндрических отверстий того же радиуса и положения относительно поверхности.
Стыковые швы при всех видах сварки - дуговой, контактной, электронно-лучевой - являются оптимальными в отношении концентрации напряжений. При доброкачественном технологическом процессе, отсутствии пор, непроваров, включений, смещении кромок, при доведении до минимума остаточных местных сварочных деформаций и, наконец, что особенно важно, при рациональном очертании швов, их плавных сопряжениях с основным металлом результирующий коэффициент концентрации напряжений может быть сведен до значений, близких к единице. В других типах соединений такой результат получить практически невозможно.
Дата добавления: 2018-03-02; просмотров: 2038;