Соединения при сварке пластмасс
Сварка горячим воздухом. При сварке воздух, нагретый в специальной горелке до 250-300°С, в зоне сварки несколько охлаждается. Сварка осуществляется присадочным прутком, подающимся в разделку шва вручную или полуавтоматом.
Сварка нагревательным элементом. Позволяет сваривать угловые, тавровые и стыковые соединения.
При сварке трубопроводов из полиэтилена широко применяется способ с применением закладных нагревателей (рис. 4.35), который позволяет поддерживать стабильные параметры процесса нагрева, обеспечивать высокий уровень механизации сварочных работ, значительно увеличивать производительность труда и сокращать продолжительность монтажа трубопровода в сложных монтажных условиях.
Рис. 4.35. Схема электромуфтовой сварки с закладным нагревателем:
1 – закладной нагреватель; 2 – электрокабель; 3 – сварочный аппарат; 4 – полиэтиленовая труба; 5 – электромуфта
Другим примером сварки нагретым элементом является электроимпульсная сварка очень тонких пленок толщиной в сотые доли миллиметра. При этом узкая металлическая лента прижимается к нахлестке соединяемых пленок, нагревается током и быстро охлаждается. Соединения обладают достаточной прочностью.
Сварка токами высокой частоты. Этим способом сваривают поливинилхлорид, полиамид и др. Разогрев соединяемых деталей производится роликами, через которые пропускается ток высокой частоты.
Сварка трением. Трением сваривают стыковые соединения преимущественно тел вращения: стержней круглого сечения, труб.
Сварка ультразвуком является одним из прогрессивных способов соединения пластмасс. Она производится по схеме, приведенной на рис. 4.36. Колебания волновода направлены перпендикулярно плоскостям стыкуемых элементов. Сварка обычно производится односторонним способом, но в некоторых случаях целесообразно расположение волноводов с двух сторон.
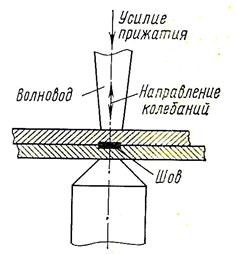
Рис. 4.36. Схема ультразвуковой сварки пластмасс
Ультразвуком можно сваривать тонкие пленки, а также детали толщиной в несколько миллиметров из различных термопластичных материалов: полистирола, полиэтилена, поливинилхлорида, винипласта и т. п. При ультразвуковой сварке получают нахлесточные и тавровые соединения.
Нахлесточные соединения при сварке ультразвуком могут быть точечными и шовными. Для постановки точек применяют различные системы волноводов, которые ставят сварные точки как по линии, так и по сложному контуру. При этом особенно хорошие результаты получаются при сварке контурными волноводами, имеющими в поперечном сечении круглый кольцевой профиль. Качество соединений, сваренных ультразвуком, определяется продолжительностью процесса, амплитудой колебаний волновода, усилием сдавливания. Ультразвуком можно сваривать несколько пластин, образующих пакет, а также производить сварку в труднодоступных местах (рис. 4.37).
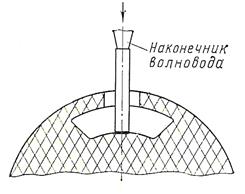
Рис. 4.37. Ультразвуковая сварка полимеров в труднодоступных местах
Ультразвуком можно осуществлять сварку не только в месте соприкосновения волновода с деталью, но и на некотором расстоянии, которое зависит от свойств полимера и конфигурации конструкции, подлежащие сварке. Сварка ультразвуком широко внедрена в различных отраслях промышленности.
В настоящее время с помощью ультразвуковых колебаний достигнута возможность соединения биологических тканей: костей, мягких тканей.
Дата добавления: 2018-03-02; просмотров: 943;