Основные параметры шероховатости
Основа взаимозаменяемости. Параметры шероховатости
Поверхности деталей, обработанных на металлорежущих станках, имеют неровности, возникающие от режущего инструмента, методов и режимов обработки, материала детали, жесткости системы СПИД. При оценке таких неровностей различают шероховатость и волнистость.
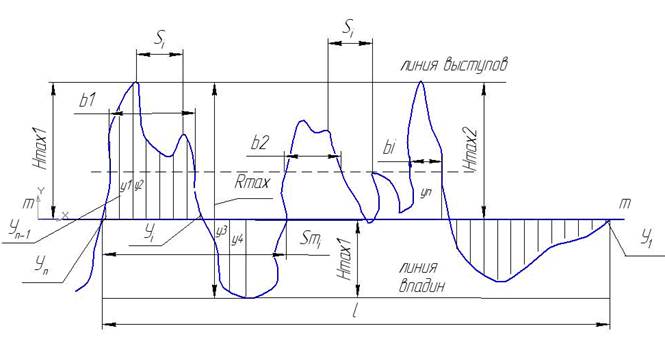
Шероховатость поверхности - это совокупность неровностей профиля поверхности с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины ℓ. Нормирование ее основано на системе m (средняя линия профиля), которая является базой для отсчета.
Средняя линия профиля m- это базовая линия, имеющая форму номинального профиля поверхности и делящая действительный профиль так, что в пределах базовой длины ℓ сумма квадратов расстояний y1, y 2, … yn точек профиля до этой линии минимальна
Основные параметры шероховатости
Базовая длина l - длина участка измерения и количественного определения шероховатости поверхности. Числовые значения базовой длины (мм) выбирают из ряда: (0,01); (0,03); 0,08; 0,25; 0,80; 2,5; 8; (25), (предпочтительные значения расположеные вне скобок). Чем больше размер шероховатости, тем больше должна быть базовая длина.
Шероховатость поверхности оценивают шестью параметрами шероховатости, которые подразделяют на три группы:
высотные, связанные с высотными свойствами неровностей (Rа, RZ, Rmax),
шаговые, связанные со свойствами неровностей в направлении длины профиля (Sm и S);
опорные, связанные с формой неровностей профиля (tp). Отсчет ведут от единой базы – средней линии профиля m.
Основные параметры шероховатости
· Среднее арифметическое отклонение профиля Ra- среднее значение расстояний y1, y 2, … yn от точек профиля до средней линии, взятых по абсолютному значению:
 | yi|.
| yi|.
· Высота неровностей профиля Rz – сумма средних абсолютных значений 5 наибольших выступов и 5 наибольших впадин профиля:
· Наибольшая высота неровностей профиля Rmax – это расстояние между наивысшей точкой выступов и наинисшей точкой впадин профиля в пределах базовой длины l.
· Средний шаг неровностей Sm – среднее значение шага неровностей по средней линии «m»
 Smi.
Smi.
· Средний шаг неровностей по вершинам S – среднее значение расстояний между вершинами неровностей:
 Si.
Si.
· Относительная опорная длина профиляtР – сумма длины отрезков bi, отсекаемых на выступах профиля линией, эквидистантной средней линии, отнесенная к базовой длине в % :
Относительная опорная длина профиля tp характеризует фактическую опорную площадь, от которой зависит износостойкость подвижных соединений и прочность прессовых посадок.
Выбор параметров для нормирования шероховатости производится с учетом эксплуатационных свойств поверхности:
- для трущихся поверхностей ответственных деталей контролируют Ra , (Rz), Rmax и tp;
- для циклически нагруженных деталей – Rmax, Sm и S;
- для менее ответственных деталей – Ra, (Rz). При этом предпочтение отдается параметру Ra, т.к. точнее и легче контролируется профилометрами.
При выборе параметров шероховатости поверхности необходимо помнить, что между шероховатостью поверхности и точностью обработки существует технологическая взаимосвязь. При проектировании технологического процесса изготовления или ремонта детали необходимо выбрать метод обработки , который бы обеспечил необходимую точность и шероховатость поверхности. Кроме того, имеется ряд исследований, устанавливающих зависимость между Ra, Rz и допусками на обработку Т:
Получив численное значение величины шероховатости, его приводят к ближайшей стандартной величине согласно таблице.
Дата добавления: 2017-12-05; просмотров: 4877;