Технология производства отливок
Этапы:
1. Анализ чертежа детали. На этом этапе устанавливают серийность производства отливки (массовое, серийное или единичное производство) и определяют возможность изготовления литейной формы с учетом геометрических размеров детали. Кроме того, устанавливают сложность отливки и возможность ее получения без брака при данном способе литья.
2. Проектирование отливки: а) назначить припуски на механическую обработку. Под припуском на механическую обработку понимают слой металла, удаляемый в процессе резанья с последующим обеспечением чистоты и размера указанного в чертеже детали; б) припуск на усадку металла. Величина усадки зависит от вида материала (сталь – 1,8-2,2%; чугун – 0,7-1,2%; цветные сплавы – 0,4-0,6%); в) исключить сквозные отверстия небольшого размера (≈ Æ20 мм); г) предусмотреть уклоны и радиусы перехода между сопрягаемыми размерами отливки
3. Проектирование и изготовление модельного комплекта. Модель изготавливается разъемной из нескольких частей. Материалом служит древесина. В состав комплекта входит модель отливки и модель литниковой системы.
4. Проектирование и изготовление литейной формы: деталь®отливка®модель®изготовление стержня®изготовление литейной формы
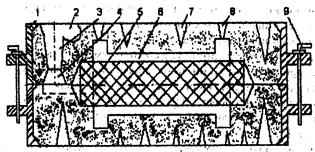
Рис.18 Форма в сборе:1-опока, 2-литниковая чаша, 3-стояк, 4-шлакоуловитель, 5-стержень, 6-полость литейной формы, 7-вентиляционный канал, 8-выпор, 9-штырь
После заливки расплава в литейную форму проводят охлаждение формы со строго определенной скоростью. после кристаллизации литейная форма разбирается. Извлекается отливка, от которой удаляют литниковую систему и прибыльную часть.
Дата добавления: 2017-11-04; просмотров: 551;