Соединения деталей с натягом
Общие сведения
Соединение деталей машин с натягом осуществляют за счет сил упругости от предварительной деформации деталей. Характерные примеры соединений с натягом: венцы зубчатых и червячных колес на центрах колес, подшипники качения на валах, роторы электродвигателей на валах, диски турбины на валах и т.д.
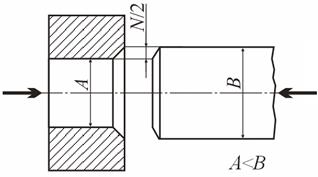
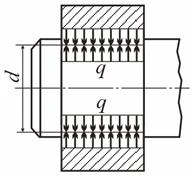
После сборки (рис. 2.1) диаметр посадочной поверхности становится одинаковым для обеих деталей. При этом на посадочной поверхности возникает давление q и соответствующие ему силы трения, благодаря которым смещение втулки относительно вала становится невозможным. Нагрузочная способность соединения зависит от величины натяга. Натягом называется положительная разность сопряженных диаметров вала и отверстия N = B - A > 0.
| 
|
| а | б |
Рис. 2.1. Соединения с натягом: а - до сборки; б - после сборки (q - давление на поверхности контакта)
Расчетный натяг очень невелик. Неизбежные колебания размеров в пределах поля допуска при изготовлении деталей приводят к рассеянию натяга, а следовательно, и к рассеянию нагрузочной способности соединения.
В ЕСДП приведены значения допусков в зависимости от квалитета (степени точности изготовления детали). При образовании посадок допуски отверстия и вала не должны отличаться более, чем на один-два квалитета. Больший допуск, как правило, назначают для отверстия. В табл. 2.1 приведены рекомендуемые сочетания полей допусков отверстия и вала для переходных посадок и посадок с натягом.
Таблица 2.1
Рекомендуемое сочетание полей допусков отверстия и вала для образования посадок с натягом и переходных посадок в системе отверстия
| Основное отклонение отверстия (квалитет) | Квалитет вала | Основные отклонения валов | ||||||||||
| переходные посадки | посадки с натягом | |||||||||||
| js | k | m | n | p | r | s | t | u | x | z | ||
| Н5 | 
| 
| 
| 
| - | - | - | - | - | - | - | |
| Н6 | 
| 
| 
| 
| 
| 
| 
| - | - | - | - | |
| Н7 | 
| 
| 
| 
| 
| 
| 
| 
| - | - | - | |
| - | - | - | - | - | - | 
| - | 
| - | - | ||
| Н8 | 
| 
| 
| 
| - | - | 
| - | - | - | - | |
| - | - | - | - | - | - | - | - | 
| 
| 
|
Посадка Н6/р5 (система отверстия), например, означает, что допуск на изготовление отверстия (Н6) берут по квалитету 6, а допуск на изготовление вала (р5) - по квалитету 5. Обозначение р определяет посадку с натягом и указывает значение верхнего и нижнего отклонения диаметра вала, которое зависит от квалитета и от интервала номинальных размеров.
В табл. 2.2 приведены предельные отклонения диаметров отверстий. Нижнее отклонение диаметра в системе отверстия при изготовлении отверстия всегда равно нулю.
Таблица 2.2
Предельные (верхние и нижние) отклонения диаметров отверстий для наиболее употребляемых квалитетов в системе отверстия
| Номинальный | Отклонение для поля допуска, мкм | |||||||||||
| размер, мм | Н4 | Н5 |
|
|
| Н9 | Н10 | Н11 | Н12 | |||
| Свыше 30 до 50 | +7 | +11 | +16 | +25 | +39 | +62 | +100 | +160 | +250 | |||
| “ 50 “ 80 | +8 | +13 | +19 | +30 | +46 | +74 | +120 | +190 | +300 | |||
| “ 80 “ 120 | +10 | +15 | +22 - | +35 | +54 | +87 | +140 | +220 | +350 | |||
| Окончание табл. 2.3 | ||||||||||||
| Номинальный | Отклонение для поля допуска, мкм | |||||||||||
| размер, мм | Н4 | Н5 |
|
|
| Н9 | Н10 | Н11 | Н12 | |||
| “ 120 “ 180 | +12 | +18 | +25 | +40 | +63 | +100 | +160 | +250 | +400 | |||
| “ 180 “ 250 | +14 | +20 | +29 | +46 | +72 | +115 | +185 | +290 | +460 | |||
| Примечание: в рамке указаны предпочтительные поля допусков |
В табл. 2.3 приведены предельные (верхнее и нижнее) отклонения диаметров вала при посадках с натягом в системе отверстия.
Таблица 2.3
Предельные (верхние и нижние) отклонения диаметров валов при посадках
с натягом для 4-8-го квалитетов (система отверстия)
| Номиналь- ный раз- мер, мм | Отклонение, мкм, при квалитете | ||||||||||||||
| n4 | p5 | r5 | s5 |
|
|
| t6 | s7 | u7 | u8 | x8 | z8 | |||
| Св. 30 до 40 | +50 | +59 | +64 | +68 | +85 | +99 | +119 | +151 | |||||||
| +24 | +37 | +45 | +54 | +42 | +34 | +43 | +48 | +43 | +60 | +60 | +80 | +112 | |||
| “ 40 “ 50 | +50 | +59 | +70 | +68 | +95 | +109 | +136 | +175 | |||||||
| +17 | +26 | +34 | +43 | +26 | +34 | +43 | +54 | +43 | +70 | +70 | +97 | +136 | |||
| “ 50 “ 65 | +54 | +66 | +60 | +72 | +85 | +83 | +117 | +133 | +168 | +218 | |||||
| +28 | +45 | +41 | +53 | +51 | +41 | +53 | +66 | +53 | +87 | +87 | +122 | +172 | |||
| “ 65 “ 80 | +56 | +72 | +62 | +78 | +94 | +89 | +132 | +148 | +192 | +256 | |||||
| +20 | +32 | +43 | +59 | +32 | +43 | +59 | +75 | +59 | +102 | +102 | +145 | +210 | |||
| “ 80 “ 100 | +66 | +86 | +73 | +93 | +113 | +106 | +159 | +173 | +232 | +312 | |||||
| +51 | +71 | +51 | +71 | +91 | +71 | +124 | +178 | +178 | +258 | ||||||
| “ 100 “ 120 | +33 | +52 | +69 | +94 | +59 | +76 | +101 | +126 | +114 | +179 | +198 | +264 | +310 | ||
| +23 | +37 | +54 | +79 | +37 | +54 | +79 | +104 | +79 | +144 | +144 | +210 | +310 | |||
| Окончание табл. 2.3 | |||||||||||||||
| Номиналь- ный раз- мер, мм | Отклонение, мкм, при квалитете | ||||||||||||||
| n4 | p5 | r5 | s5 |
|
|
| t6 | s7 | u7 | u8 | x8 | z8 | |||
| “ 120 “ 140 | +81 | +110 | +88 | +117 | +147 | +132 | +210 | +233 | +311 | +428 | |||||
| +63 | +92 | +63 | +92 | +122 | +92 | +170 | +170 | +248 | +365 | ||||||
| “ 140 “ 160 | +39 | +61 | +83 | +118 | +68 | +90 | +125 | +159 | +140 | +230 | +253 | +343 | +478 | ||
| +27 | +43 | +65 | +100 | +43 | +65 | +100 | +134 | +100 | +190 | +280 | +280 | +415 | |||
| “ 160 “ 180 | +86 +68 | +126 +108 | +93 +68 | +133 +108 | +171 +146 | +148 +108 | +250 +210 | +273 +210 | +373 +310 | +528 +465 | |||||
| “180 “ 200 | +97 +77 | +142 +122 | +106 +77 | +151 +122 | +195 +166 | +168 +122 | +282 +236 | +308 +236 | +422 +350 | +592 +520 | |||||
| Примечание: в рамке указаны предпочтительные поля допусков | |||||||||||||||
Дата добавления: 2017-11-04; просмотров: 266;