Поверхности лопасти при определении шага сечения
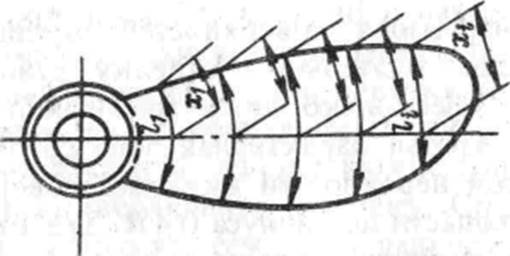
Рис. 6.43. Измерение длины сечения лопасти li и расстояния от осевой линии лопасти до выходящей кромки xi
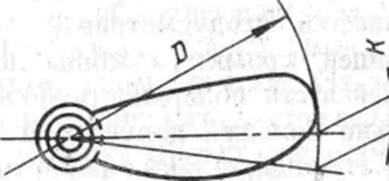
Рис. 6.44. Измерение положения осевой линии лопасти 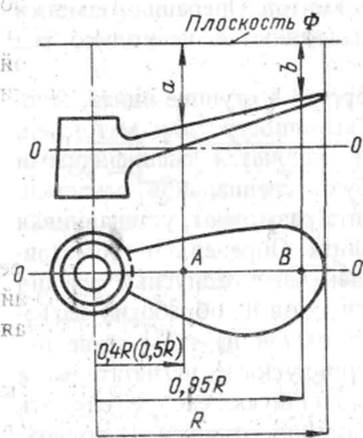
Рис.6.45. Определение положения лопастей вдоль оси винта
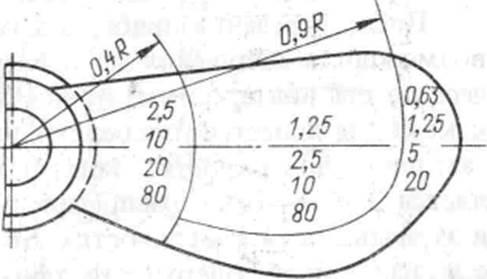
Рис. 6.46. Шероховатость Rа поверхности различных участков лопастей и ступицы винтов особого, высшего, среднего и обычного классов
Обработка торцов и конического отверстия возможна также на специальных станках, на которых режущие инструменты перемещаются относительно неподвижной заготовки винта.
При обработке торцов и при других операциях в процессе изготовления требуется кантовать винт. Для упрощения кантования применяют кантователь, исключающий вероятность повреждения кромок лопастей.
Обработка шпоночного паза.Шпоночные пазы обрабатывают на долбежных, специальных фрезерных, протяжных станках. Долбление и фрезерование шпоночного паза не обеспечивают требуемой точности обработки, и окончательная обработка выполняется вручную шабрением. Чаще применяют протягивание паза, что более производительно и позволяет получить необходимую точность без пригонки.
Винты малого диаметра можно обрабатывать на универсальных горизонтально-протяжных станках. В специализированном производстве винтов широкого диапазона диаметров применяют вертикально-протяжные станки (рис. 6.55). В верхней части станка расположен стол 1 для заготовки винта 2, ориентируемый с помощью центрирующей шайбы 4. Стол поворачивается на угол, соответствующий конусности отверстия в ступице винта, так что вертикальное возвратно-поступательное движение инструмента 3 вдоль направляющей штанги 5 при обработке паза происходит параллельно образующей конического отверстия. Направляющая штанга неподвижна при обработке. На станках другой конструкции на угол поворачивают не стол, а инструментальную колонку.
В зависимости от конструкции станка обрабатывать паз можно либо в режиме строгания однозубым инструментом, либо в два перехода: первый — строгание однозубым инструментом в окончательный размер паза по глубине, второй — протягивание многозубой протяжкой з н ход с получением необходимой точности паза по ширине. Механизм подачи инструмента на врезание при строгании предусматривает несколько значений подач — от одной сотой до нескольких десятых миллиметров на двойной ход. Скорость резания v =1 -МО м/мин и зависит от материала винта. При настройке на глубину паза резец подают до касания со стенкой отверстия и к чертежной глубине паза прибавляют высоту дуги отверстия. По достижении необходимой глубины обработка автоматически прекращается.
Обработка лопастей и наружной поверхности ступицы.Обработка лопастей и наружной поверхности ступицы является наиболее трудоемкой при изготовлении гребных винтов. Существуют два подхода к проблеме механической обработки этих поверхностей.
На предприятиях ряда развитых капиталистических стран распространен метод, при котором весь припуск снимается шлифованием ручным инструментом. Заготовка винта при этом должна иметь малые припуски, что возможно при высокой точности отливки. Такая технология винтов не требует затрат на дорогие металлорежущие станки и ориентирована на использование ручного труда высокой квалификации в литейном и механообрабатывающем производствах. Этот подход оправдан при избытке рабочей силы.
Другой подход, характерный для отечественных предприятий, состоит в применении фрезерных станков для удаления основной части припуска с отливки винта. Лишь отливки отдельных лопастей для ВРШ и винтов сборной конструкции, а также цельные винты обычного класса удается получать с малыми припусками на механическую обработку, что позволяет обойтись без фрезерования.
Широко применяются фрезерные станки с ЧПУ, заменившие в последнее десятилетие копировально-фрезерные и винтострогальные станки и вытеснившие ручную рубку винтов зубилами при помощи пневматического молотка. Рубка в дальнейшем будет применяться в особых случаях, например для удаления дефектных мест, для обработки винта большого диаметра при отсутствии станка необходимых габаритов и т. п.
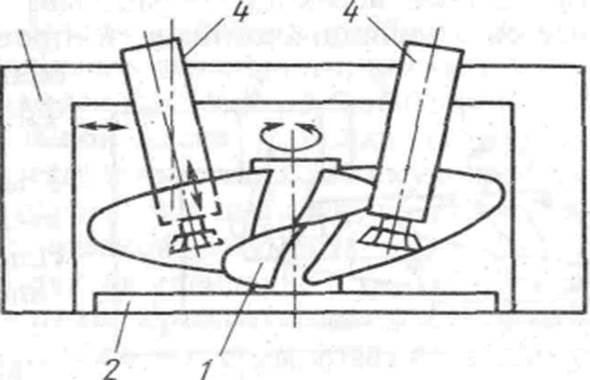
На рис. 6.56 показана схема фрезерного станка с ЧПУ для производства крупных гребных винтов. Заготовка гребного винта 1 устанавливается на поворотную планшайбу 2 станка, Портал 3 несет две шпиндельные бабки 4. Обработка
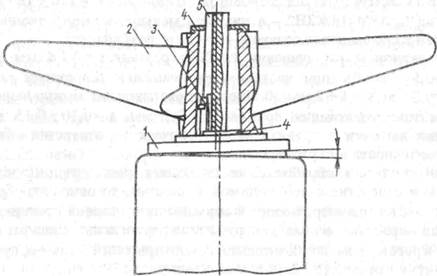
Рис. 6.55. Обработка шпоночного паза в отверстии ступицы на вертикально-протяжном станке
1-стол; 2-заготовка винта; 3-инструмент; 4- центрирующая шайба; 5-направляющая штанга;
Дата добавления: 2017-10-09; просмотров: 1001;