Требования к обработке
Требования к обработке валов устанавливаются отраслевым стандартом.
Валы, шейки которых при эксплуатации имеют окружную скорость v < 10 м/с, относятся к категории валов нормальной точности. Приведенные ниже значения допустимых погрешностей относятся к валам нормальной точности.
Валы, работающие при v < 10 м/с, относят к категории повышенной точности и по некоторым нормам точности формы и расположения обрабатывают на одну степень точнее.
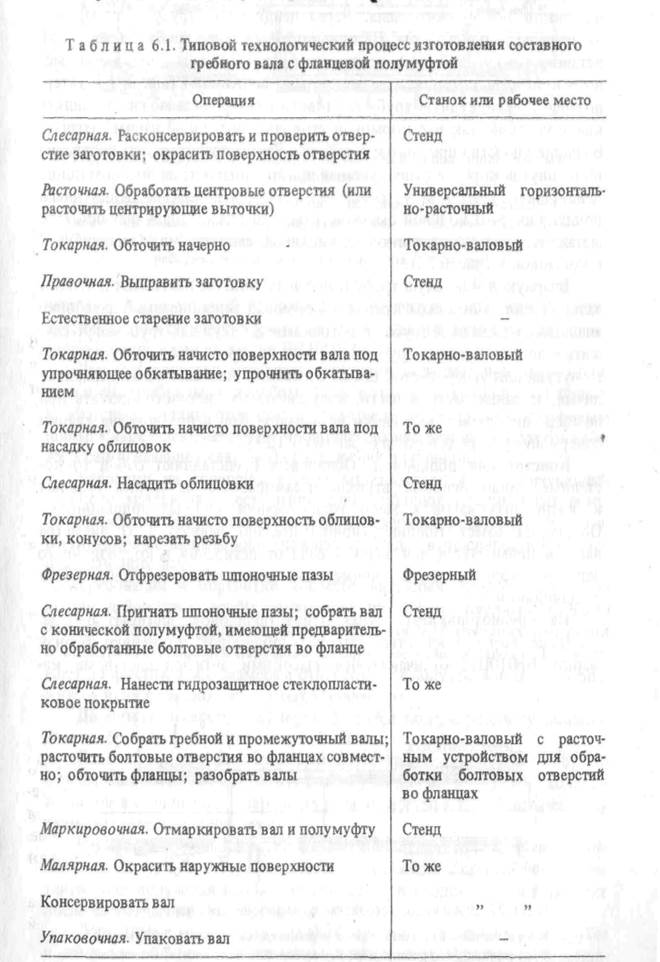
Типовой технологический процесс изготовления составного гребного вала с фланцевой полумуфтой приведен в табл. 6.1.
ИЗГОТОВЛЕНИЕ ДЕЙДВУДНЫХ ТРУБ И ОБЛИЦОВОК
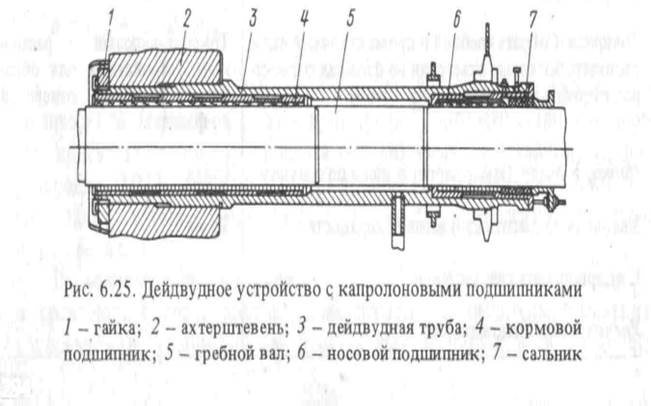
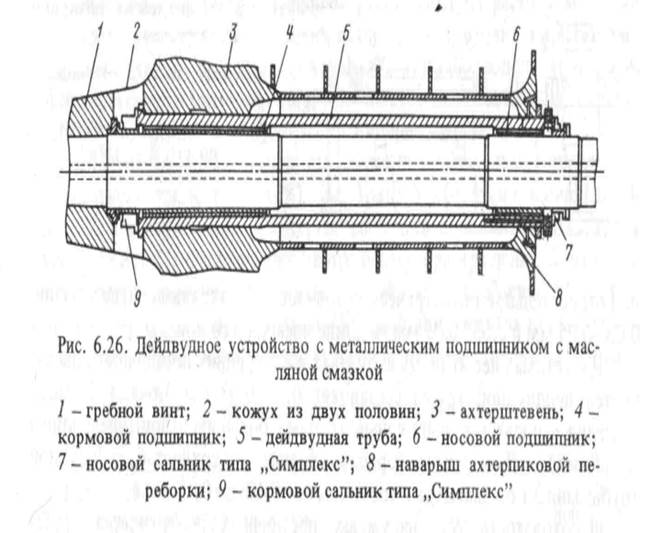
Конструкция дейдвудных труб. Дейдвудная труба устанавливается в кормовой оконечности корпуса судна и служит для размещения подшипников дейдвудного вала. Через дейдвудную трубу вал выходит за пределы корпуса судна. На одновинтовом судне трубу 3 (рис. 6.25) вставляют с носовой стороны, крепят фланцем к наварышу, а с кормового конца, на котором нарезана резьба, прижимают гайкой 1 к ахтерштевню 2. Дейдвудную трубу бортового валопровода можно вставлять как с носовой, так и с кормовой стороны; последний вариант создает большие удобства при доковых работах. Чтобы предотвратить попадание воды внутрь корпуса судна, устанавливают сальники: на носовом конце дейдвудной трубы в устройствах с неметаллическим дейдвудным подшипником с водяной смазкой и охлаждением — один сальник 7; с металлическим подшипником с масляной смазкой — два — носовой 7 и кормовой 9 (рис. 6.26).
Вварную дейдвудную трубу кормовым концом вваривают в яблоко ахтерштевня, а носовым крепят к кормовой непроницаемой переборке аналогично вкладной трубе. Заготовками дейдвудных труб могут служить стальные кованые трубы и отливки из серого и модифицированного чугуна или углеродистой стали. Заготовки получают также, сваривая литые, кованые части и части, полученные из листового проката при помощи штамповки или гибки на вальцах. При использовании сварки 'содержание углерода в стали ограничено 0,23 %.
Конструкция облицовок.Облицовки представляют собой тонкостенные цилиндрические втулки, насаживаемые на шейки гребных и дейдвудных валов в месте расположения опорных подшипников. Облицовка имеет толщину, приблизительно равную 1/20 диаметра вала, и применяется для защиты вала от истирания и коррозионного действия воды в случае применения неметаллических дейдвудных подшипников.
На крупнотоннажных судах длина облицовок достигает 6—7 м.
Чаще всего в качестве материала облицовок применяют бронзу марки Бр010Ц2, отличающуюся высокими антифрикционными качествами, коррозионной стойкостью и имеющую достаточно хорошие литейные и механические свойства. Валы малого диаметра защищают также облицовками из латуни ЛЦ40МцЗЖ.
Высокое качество материала заготовки получают при литье облицовки центробежным способом. Если возможность получить отливку необходимой длины отсутствует, две-три части соединяют кольцевым швом. Сварку рекомендуется проводить до насадки на вал, чтобы избежать растягивающих
сварочных напряжений в облицовке.
Наплавку на поверхность вала защитного слоя из коррозионно-стойкого материала вместо напрессовки облицовки применяют реже, поскольку процесс наплавки создает в поверхностном слое остаточные растягивающие напряжения, снижающие предел выносливости гребного и дейдвудного валов.
Требования к обработке.Диаметр наружных посадочных поверхностей дейдвудной трубы выполняют по 7-8-му квалитетам. Часто из-за большой погрешности растачивания соответствующих отверстий в стапельных условиях наружные посадочные пояски трубы обрабатывают по фактическим размерам отверстий для получения натяга в диапазоне от нуля до нескольких сотых миллиметра.
Диаметры отверстий дейдвудной трубы под запрессовку подшипников обрабатывают с допуском Я 7 -Н 8.
Диаметр отверстия облицовки растачивают с допуском //8 или с меньшей точностью, но в последнем случае для получения необходимого натяга в соединении поверхность вала обрабатывают по фактическому размеру отверстия облицовки.
Наружлую поверхность облицовки обрабатывают с допуском диаметра по 12-му квалитету. Напомним, что облицовку обтачивают окончательно для получения необходимого зазора в дейдвудном подшипнике после ее насадки на дейдвудный вал. Допустимые овальность посадочных поясков дейдвудной трубы и отверстия облицовки, а также конусообразность задаются по нормальной относительной геометрической точности и составляют соответственно 0,03-0,05 мм и 0,03—0,05 мм на длине посадочного пояска.
Допустимая несоосность наружных и внутренних посадочных поверхностей дейдвудной трубы составляет 0,03-0,08 мм, причем большие значения относятся к дейдвудным трубам с большим отношением длины к диаметру. Допустимое торцевое биение поверхностей дейдвудной трубы зависит от диаметра и составляет от 0,10 до 0,15 мм.
Шероховатость Ra наружных посадочных поверхностей трубы составляет 2,5—5 мкм, посадочных отверстий трубы — 5—10 мкм, облицовки — 2,5 мкм.
Обработка дейдвудных труб и облицовок. Процесс обработки облицовок и дейдвудных труб начинают с разметки исходной заготовки. Проверяют наличие достаточных припусков.
После разметки облицовок и дейдвудных труб в торцах этих деталей растачивают на универсальном горизонтально-расточном станке пояски под запрессовку заглушек, в которых обрабатывают центровые отверстия, служащие базой при обтачивании наружных поверхностей. Обтачивание производят на токарно-валовом станке.
Наружные посадочные поверхности на дейдвудных трубах часто обтачивают окончательно после растачивания соответствующих отверстий на строящемся судне. Благодаря этому проще получить необходимый характер соединения, хотя нарушается принцип взаимозаменяемости.
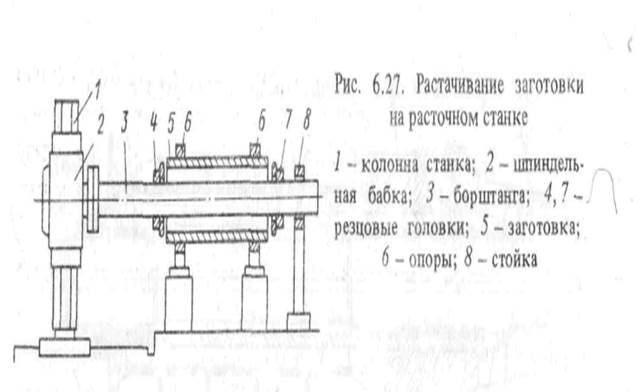
Дейдвудные трубы и облицовки растачивают на расточном станке (рис. 6.27, 6.28,), устанавливая заготовки на опоры 6. Заготовка 5 при растачивании неподвижна, борштанга 3 вращается и имеет продольную подачу. Такая схема предусматривает установку заготовки на два базовых пояска, которые обтачивают с допуском h 9 и шероховатостью Ra =i,0 мкм.
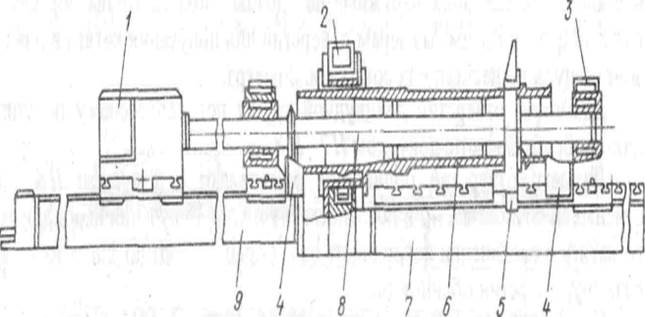
1 — стеблевая бабка: 2 — шпиндельная бабка; 3 — опорная стойка; 4 — струж-косборники; 5 — люнет; 6 — заготовка; 7,9 — станины; 8 — борштанга (стебель)
Рис. 6.28. Растачивание заготовки на специальном горизонтально-расточном станке
Технические характеристики станка
Габариты станка, м............................ 34 х 4 х 2,6
Диаметр растачиваемых отверстий, мм.............. 380-900 >
Наружный диаметр заготовки, мм................. 450-1000
Наибольшая длина заготовки, мм.................. 8000
Частота вращения шпинделя бабки изделия, об/мин...... 3-100
Продольная подача, мм/об...................... 1 -200
Заготовка 6 крепится в шпиндельной бабке 2, а в случае большой длины заготовки дополнительной опорой служит люнет 5. Растачивание производится при вращении заготовки; подача невращающейся борштанге 8 сообщается стеблевой бабкой 1, которая перемещается по станине 9. На станке можно обрабатывать корпусные детали, неподвижно установленные на станине 7, вращающейся борштангой.
При отсутствии в цехе расточных станков растачивание облицовок выполняют на токарно-валовых станках с помощью специальной борштанги.
Для проверки плотности материала облицовки и дейдвудные трубы после обработки проходят гидравлическое испытание.
Дата добавления: 2017-10-09; просмотров: 1424;