Структура и устройство промышленных роботов
Основными составными частями ПР являются манипулятор и устройство управления. В свою очередь, каждая из этих частей включает ряд блоков (рис.2.1).
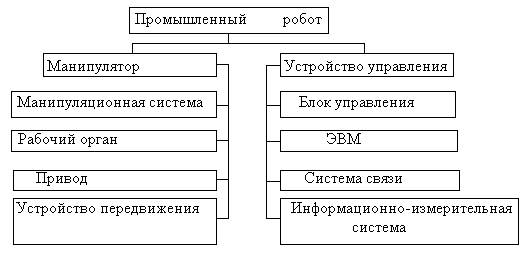
Рис.2.1. Структура промышленного робота
Манипулятор – управляемое устройство или машина для выполнения двигательных функций, аналогичных функциям руки человека при перемещении объектов в пространстве, оснащенное рабочим органом.
Манипулятор помимо собственной манипуляционной системы содержит рабочий орган, привод и устройство передвижения.
Та часть устройства управления, которая вырабатывает управляющие сигналы для привода, рабочего органа, устройства передвижения, называется блоком управления. Последовательность управляющих сигналов формируется в ЭВМ на основании программы, предварительно записанной в нее оператором через систему связи, и с учетом сигналов, поступающих от датчиков информационно-измерительной системы.
Конструктивно манипулятор и устройство управления могут быть объединены в одной стойке, но могут быть выполнены раздельно и располагаться на некотором удалении друг от друга.
Исполнительный механизм (ИМ) - механическая часть исполнительного устройства промышленного робота, реализующая двигательную функцию - представляет собой систему твердых и упругих тел, соединенных между собой различными видами связей.
Твердые тела, входящие в состав исполнительного механизма и являющиеся функциональными элементами его кинематической цепи называются звеньями. Звено исполнительного механизма конструктивно может состоять из нескольких деталей, не имеющих между собой относительного движения.
Соединение двух соприкасающихся звеньев, допускающих их относительное движение, называется кинематической парой.
Совокупность поверхностей, линий и точек звена, входящих в соприкосновение (контакт) с другим звеном пары, называется элементом пары. Для того, чтобы элементы пары находились в постоянном соприкосновении, пара должна быть замкнута геометрическим (за счет конструктивной формы звеньев) или силовым (силой тяжести, пружиной, силой давления жидкости или газа и т.п.) способом.
Контактирующие поверхности, линии и точки звеньев, являющиеся элементами кинематической пары, могут образовывать простые и сложные кинематические пары. В простой кинематической паре (рис. 2.2 а) контактируют только два элемента 1 и 2, которые определяют соответствующее число компонент реакций связей. В сложной паре (рис. 2.2 б) необходимые геометрические связи дублируются дополнительными связями 11 и 21. Дополнительные элементы кинематических пар вводят для уменьшения давления и износа контактирующих поверхностей за счет перераспределения реактивных сил и увеличения размеров элементов кинематических пар.
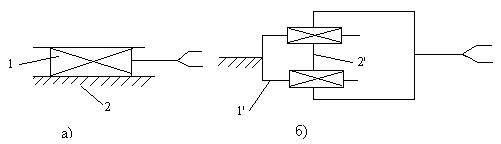
Рис. 2.2. Кинематические пары: а) простые, б) сложные
Если помимо необходимых элементов кинематической пары, обусловленных требуемыми геометрическими связями, при конструировании используют дополнительные элементы, то в такой сложной кинематической паре могут появиться избыточные локальные связи. При наличии избыточных локальных связей относительное движение звеньев либо становится невозможным (заклинивание, защемление элементов), либо осуществляется за счет деформации звеньев, увеличенных зазоров между реальными поверхностями элементов или их износа.
Чтобы кинематическая пара была работоспособной и надежной в эксплуатации, предъявляют определенные требования к размерам, форме и относительному положению ее элементов. Обычно указывают пределы отклонений от заданных или требуемых геометрических форм и расположения поверхностей, осей или точек.
Схема кинематической пары, отражающая только необходимое число геометрических связей, называется основной. Схема кинематической пары, отражающая как необходимые, так и избыточные локальные (дополнительные) связи, называется действительной. Избыточные локальные связи вносят статическую неопределимость.
Число избыточных локальных связей в реальной конструкции пары называется степенью статической неопределимости кинематической пары. Применение сложных кинематических пар с избыточными локальными связями возможно при достаточной жесткости звеньев, когда их деформация при воздействии нагрузок не приводит к заклиниванию элементов кинематических пар или их повышенному изнашиванию.
Исполнительные механизмы, удовлетворяющие требованиям приспособляемости к деформациям звеньев, надежности, долговечности и технологичности конструкции, обладают оптимальной структурой.
Оптимальная система расположения элементов кинематической пары - понятие относительное: конструкция оптимальная для одних условий, может быть неприемлемой для других. Часто это связано с технологичностью, как совокупностью свойств конструкции, проявляемых при оптимальных затратах труда, средств, материалов и времени при принятых условиях изготовления, эксплуатации и ремонта промышленного робота. Конструкция, достаточно технологичная в единичном производстве, часто оказывается малотехнологичной в массовом производстве и совершенно нетехнологичной в автоматизированном производстве.
Кинематические пары классифицируют по числу связей (ограничений), налагаемых парой на относительное движение звеньев (классификация И. И. Артоболевского) на кинематические пары пятого, четвертого, третьего, второго и первого классов (рис. 2.3).
По характеру соприкосновения звеньев кинематические пары делят на низшие, если элементы звеньев соприкасаются только по поверхности, и высшие, если элементы звеньев соприкасаются только по линиям или в точках. При этом линейный или точечный контакт понимается как первоначальный при соприкосновении звеньев без усилия, а под нагрузкой звенья, образующие высшую пару, будут соприкасаться по некоторой фактической поверхности, называемой пятном контакта.
Преимущество низших кинематических пар по сравнению с высшими - возможность передачи больших сил, поскольку контактная поверхность соприкасающихся звеньев низшей пары может быть весьма значительна. Применение высших пар позволяет уменьшить трение (пример - шарикоподшипник) и получать нужные, самые разнообразные законы движения выходного звена путем придания определенной формы звеньям, образующих высшую пару.
Кинематические пары во многом определяют работоспособность и надежность исполнительного устройства промышленного робота, поскольку через них передаются усилия от одного звена к другому; в кинематических парах, вследствие относительного движения, возникает трение, элементы пары находятся в напряженном состоянии и в процессе изнашивания.
Конструкция сложных кинематических пар наряду с повышением жесткости и точности должна обеспечивать непринужденную сборку узлов и позволять исполнительному механизму сохранять заданное число степеней подвижности при возможных деформациях стойки, валов, осей и других деталей под действием внешних нагрузок.
В исполнительных механизмах промышленных роботов используют кинематические пары только 5, 4 и 3 классов, но в основном кинематические пары 5- го класса.
Пары 4 и 3 классов эквивалентно заменяют комбинацией двух или трех пар 5-го класса (рис. 2.4.), т.е. кинематическим соединением – кинематической цепью, конструктивно заменяющей в исполнительном механизме кинематическую пару.
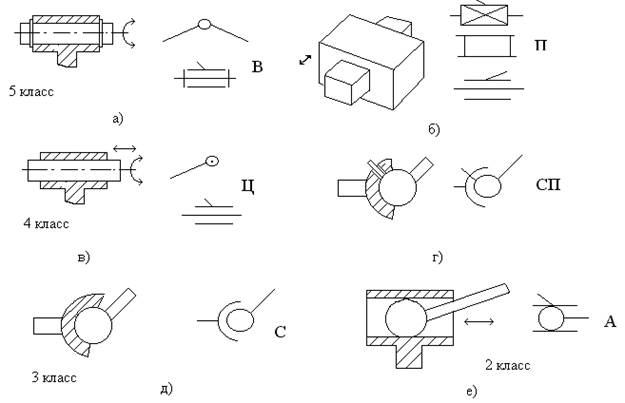
Рис. 2.3. Примеры кинематических пар.
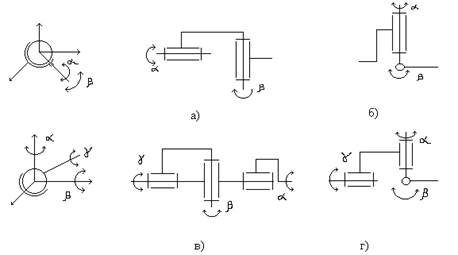
Рис. 2.4. Варианты замены кинематических пар высшего класса низшими.
Звено, принимаемое за неподвижное, называется основанием (стойкой). Звено, которому сообщается движение, преобразуемое исполнительным механизмом в требуемые движения других звеньев, называется входным. Звено, совершающее движение, для выполнения которого предназначен исполнительный механизм, называется выходным (конечным, последним).
Максимальное число входных звеньев равно числу степеней подвижности исполнительного механизма.
Звенья манипулятора соединяются друг с другом с помощью кинематических пар пятого порядка (по классификации теории механизмов и машин), вращательных и поступательных. Каждое звено имеет свое наименование. Так, с неподвижным основанием связана колонна, с колонной связана каретка, с кареткой – рука, с рукой – кисть, с кистью – захват (рис.2.5).
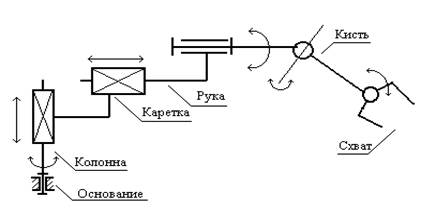
Рис. 2.5. Кинематика манипулятора промышленного робота.
Эти звенья образуют друг с другом кинематические пары 5-го класса, имеющие по одной степени подвижности. Каждая кинематическая пара получает движение от управляемого привода.
Система звеньев, связанных между собой кинематическими парами называется кинематической цепью. В зависимости от вида движения звеньев кинематические цепи подразделяют на плоские (рис 2.6, а, в) - звенья движутся в одной или нескольких параллельных плоскостях, и пространственные (рис. 2.6, б, г) - звенья движутся в пространстве.
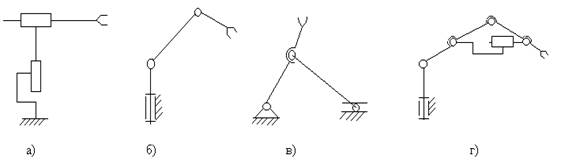
Рис. 2.6. Примеры кинематических цепей.
Кинематические цепи могут быть замкнутыми (рис.2.6,в) и незамкнутыми (рис. 2.6, а, б, г). Кинематические цепи исполнительных механизмов ПР являются в основном незамкнутыми. Существуют незамкнутые кинематические цепи с местными замкнутыми контурами (рис. 2.6, г).
Исполнительный механизм промышленного робота в процессе функционирования может иметь различную структуру. Во время движения в пространстве его можно рассматривать как незамкнутую кинематическую цепь. При выполнении технологической операции на движение исполнительного механизма накладываются дополнительные связи и он превращается в замкнутый механизм.
Для полного осуществления пространственного движения необходимо иметь в манипуляторе шесть степеней подвижности, из них три нужны для приведения конца манипулятора в требуемую точку пространства (переносные движения), еще три – для получения необходимой угловой ориентации захватного устройства (ориентирующие степени подвижности).
Под степенями подвижности манипулятора (степенями свободы) понимают обобщенные координаты, определяющие в пространстве положения его звеньев. Число степеней подвижности манипулятора n определяется по формуле

где к – число подвижных звеньев; Рi – число кинематических пар i-го класса.
Например, в рассматриваемом случае манипулятор, изображенный на рис. 2.5 содержит 5 подвижных звеньев (исключая неподвижное основание и внутреннее подвижное звено в захвате), образующих 5 кинематических пар 5-го класса. Поэтому
n = 6*5 – 5*5 = 5.
Различают следующие степени подвижности: координатные (глобальные) - обеспечивающие выведение манипулятора в зону манипулирования; переносные (рабочие) - определяющие выведение захвата в заданные места рабочей зоны; ориентирующие (локальные) – обеспечивающие требуемые ориентации захвата в заданном месте рабочей зоны.
Если рабочая зона является объемной, то манипулятор должен иметь не менее трех переносных степеней подвижности. В случае плоской зоны манипулирования достаточно иметь лишь две переносные степени свободы. Увеличение числа степеней подвижности усложняет манипулятор, но одновременно увеличивает его маневренность, т.е. способность обходить препятствия в рабочей зоне.
Компоновка манипулятора зависит от выбранной системы координат его функционирования. С этой точки зрения различают манипуляторы, работающие в декартовой, цилиндрической, сферической и ангулярной (угловой) системах координат. Конструкция ПР зависит и от количества рук манипуляционной системы, управляемой одним и тем же устройством управления, а также от типа устройств передвижения.
Объектом манипулирования называют тело, перемещаемое в пространстве манипулятором. К объектам манипулирования относят заготовки, детали, вспомогательный, мерительный или обрабатывающий инструмент, технологическую оснастку и т.п.
Рабочий орган – составная часть исполнительного устройства промышленного робота для непосредственного выполнения технологических операций и/или вспомогательных переходов.
Основная особенность ПР заключается в том, что он предназначен для работы с другим технологическим оборудованием (ТО) и, по существу, представляет собой элемент этого оборудования, позволяющий создавать роботизированные технологические комплексы. Поэтому структуру ПР, работающего совместно с некоторым технологическим оборудованием можно представить так, как это показано на рис. 2.7.
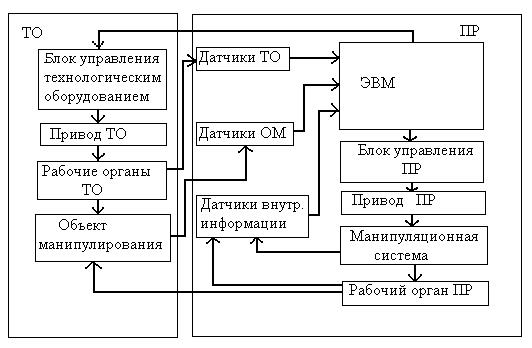
Рис. 2.7. Структура промышленного робота.
В общем случае технологическое оборудование состоит из тех же блоков и устройств, что и ПР. Как и ПР оно включает в себя блок управления, привод, рабочие органы, которые подобно рабочему органу ПР взаимодействуют с объектом манипулирования. ТО имеет также свои датчики, определяющие положение его рабочих органов, т.е. датчики внутренней информации. Исполнительные элементы как ТО, так и ПР управляются от ЭВМ. Единственное отличие ПР от ТО заключается лишь в том, что он дополнительно содержит антропоморфную исполнительную систему – манипулятор.
Очевидно, что характер обслуживаемого ТО существенно влияет на конструкцию и технические характеристики ПР. По этой причине говорят не о ПР вообще, а роботах-сборщиках, роботах прессового производства, роботах сварщиках и т.п. Универсальность ПР, как перепрограммируемой манипуляционной системы, носит не абсолютный, а относительный характер, поскольку имеет смысл лишь в рамках того оборудования, для обслуживания которого проектируется робот.
Базовые системы координат манипулятора.
Число степеней подвижности и каждое движение робота обеспечивается соответствующей кинематической схемой его механизмов. Кинематические схемы роботов имеют определенные структуры кинематики рук и кисти, которые зависят от вида и последовательности расположения вращательных (В) и поступательных (П) кинематических пар. Разработана классификация кинематических структурных схем руки и манипуляторов, состоящая из пар:
1 – ВВВ, трех вращательных;
2 – ВВП, двух вращательных и одной поступательной;
3 – ПВП, ВПП, ППВ, двух поступательных и одной вращательной;
4 – ППП – трех поступательных.
Форма рабочей зоны и возможности манипулирования объектом также определяются кинематической структурной схемой кисти манипулятора (жесткая, В, ВВ, ВВВ).
Характер переносных степеней подвижности (поступательных и вращательных) определяет базовую систему координат манипулятора. Если поступательных переносных степеней подвижности три (П=3), а вращательных вообще нет (В=0), то базовая система координат является прямоугольной, а рабочая зона имеет форму параллелепипеда (рис.2.8).
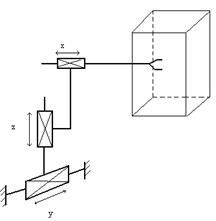
Рис.2.8. Прямоугольная система координат.
Несмотря на простоту конструкции, ПР с такой системой координат встречаются довольно редко, т.к. имеют большие габариты при малом объеме рабочей зоны и характеризуются сравнительно невысоким быстродействием. Такие роботы обычно либо подвешиваются над обслуживаемым технологическим оборудованием, либо монтируются на направляющих каретках под ним.
В том случае, когда П=2, В=1, рабочая зона ПР приобретает цилиндрическую форму, вернее форму неполного цилиндра (рис.2.9).
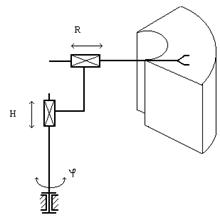
Рис. 2.9. Цилиндрическая система координат.
Соответствующая этому случаю базовая система координат R,H, j удобна и получила большое распространение. Она обеспечивает обслуживание большого объема рабочей зоны, но имеет недостаток, связанный с трудностью организации манипулирования предметами на малой высоте.
Если П=1, В=2, то рабочая зона представляет собой неполный шар, а базовая система координат R,q,j является сферической. Это наиболее универсальная система координат (рис. 2.10). Она обеспечивает обслуживание большего объема рабочей зоны, чем при прямоугольной и цилиндрической системах координат. Однако конструкция манипулятора в этом случае получается более сложной, а ПР нуждается в более сложной системе управления.
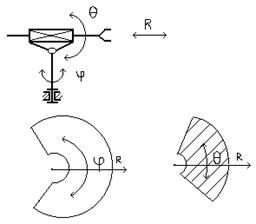
Рис. 2.10 Сферическая система координат.
При П=0, В=3 получают ангулярную (угловую) базовую систему координат g,q,j (рис.2.11).
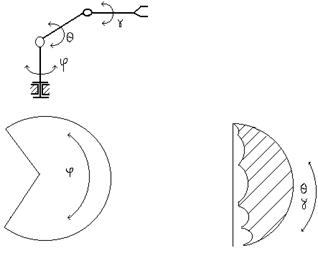
Рис. 2.11. Ангулярная система координат.
Такая система координат наиболее универсальна, обеспечивает обслуживание наибольшего объема рабочей зоны и позволяет строить ПР, обладающие максимальной антропоморфностью. Однако конструкция манипулятора очень сложна, громоздка и предполагает сложную систему управления. Недостатком является также то, что жесткость манипулятора в ней понижена, из-за чего возникают трудности обеспечения необходимой точности позиционирования.
Прямоугольная система координат реализуется тремя поступательными кинематическими парами, цилиндрическая – двумя поступательными и одной вращательной, сферическая – двумя вращательными и одной поступательной, угловая – тремя вращательными.
Анализ кинематических схем манипуляторов показывает две основные особенности:
- оси кинематических пар расположены параллельно либо перпендикулярно друг другу,
- звенья соединены в последовательную кинематическую цепь.
Вместе с тем они имеют ряд существенных недостатков:
- низкий показатель грузоподъемность/масса манипулятора, что обусловлено последовательной схемой соединения звеньев. Действительно, каждый привод должен перемещать не только полезную нагрузку, но и все последующие по цепи звенья.
- погрешности в перемещениях всех шарниров суммируются на концевой точке манипулятора, что приводит к низкой точности позиционирования манипуляторов по сравнению с машинами с декартовой компоновкой,
- относительно низкая жесткость манипуляционных роботов, так как упругое отклонение рабочего органа есть результат накопления деформаций по цепи по всем степеням подвижности робота. Причем весовые коэффициенты этой суммы пропорциональны расстояниям от концевой точки до осей соответствующих шарниров.
Задачи кинематического исследования.
Составляется расчетная кинематическая модель, в которую входят размеры звеньев, количество и распределение кинематических пар. Положение кинематической цепи в пространстве определяется с помощью обобщенных координат qi (I = 1,2,…,n), которые характеризуют относительные перемещения звеньев как поступательные, так и вращательные.
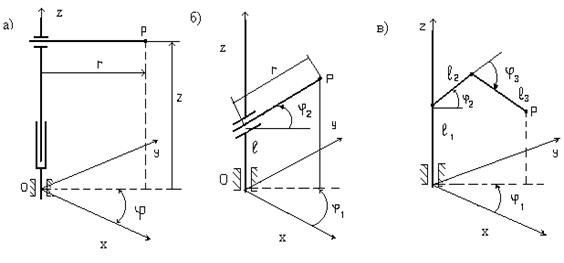
Рис. 2.12. Расчетные математические модели.
Координаты концевой точки манипулятора Р в рабочем пространстве определяются для первого случая (рис. 2.12.а):
xp = r*cosj, yp = r*sinj, zp = z;
Для второго случая (рис. 2.12, б):
xp = r*cosj1*cosj2, yp = r*sinj1*cosj2, zp = l + r*sinj2;
Для третьего случая (рис. 2.12. в):
xp = l2*cosj1*cosj2 + l3*cosj1*cos(j2 + j1),
yp = l2*sinj1*cosj2 + l3*sinj1*cos(j2 + j1),
zp = l1 + l2*sinj2 + l3*sin(j2 + j1).
Эти соотношения и служат основой для кинематических исследований манипуляторов промышленных роботов.
Решается прямая и обратная задачи о положении манипуляторов. Прямая задача состоит в расчете положения манипулятора (рабочего органа Р и всех звеньев) по заданным относительным перемещениям qi в кинематических парах. При этом определяется либо конечное число положений, либо перемещение во времени qi(t). Таким образом, в прямой задаче рассчитывают геометрические характеристики рабочей зоны робота при конструктивных ограничениях диапазонов возможного изменения обобщенных координат, точностные характеристики позиционирования и движения при заданных исходных погрешностях элементов, а также сервисные характеристики.
Обратная задача состоит в определении обобщенных координат qi по заданному в опорной системе координат (x, y, z) положению рабочего органа Р или любого звена манипулятора. При этом, как и в прямой задаче, речь может идти о конечном числе положений, либо о законе движения рабочего органа x(t), y(t), z(t) для которого вычисляются законы изменения обобщенных координат qi(t) звеньев. В аналогичных постановках решаются задачи об определении линейных и угловых скоростей и ускорений рабочего органа Р и звеньев манипулятора.
Так, например, аналитическое решение обратной задачи для ранее рассмотренных кинематических моделей манипуляторов можно получить в следующем виде:
r = (xp2 + yp2)1/2 ; j = arctg (yp/xh) ; z = zp; (первая модель)
r = [ xp2 + yp2 + ( zp – l)2]1/2 ; φ1 = arctg (yp/xp);
j2 = arctg [(zp – l)/(xp2 + yp2)1/2] (вторая модель)
| <== предыдущая лекция | | | следующая лекция ==> |
| Построение графиков. | | | Явища переносу в газах |
Дата добавления: 2016-11-02; просмотров: 9061;