Лекция №3. Литые заготовки деталей машин
В самом общем виде качество литой заготовки (отливки) можно оценивать точностью размеров и массы, шероховатостью поверхности и показателями служебных свойств, которые в комплексе обеспечивают заданное функционирование литой детали в машине.
Качество отливки формируется как итог производственного осуществления первых четырех этапов технологического процесса литья (рис. 3.1): Ф - изготовление формы (песчаной, керамической, металлической), Р - приготовление расплава (плавка требуемого сплава, раскисление, рафинирование и т. п.), З - заливка расплава в форму (заполнение формы), ЗО - затвердевание расплава и охлаждение твердой отливки в форме. Первый этап определяет в основном формирование поверхности и возникновение погрешностей размеров и массы отливки, остальные три - формирование ее служебных свойств.
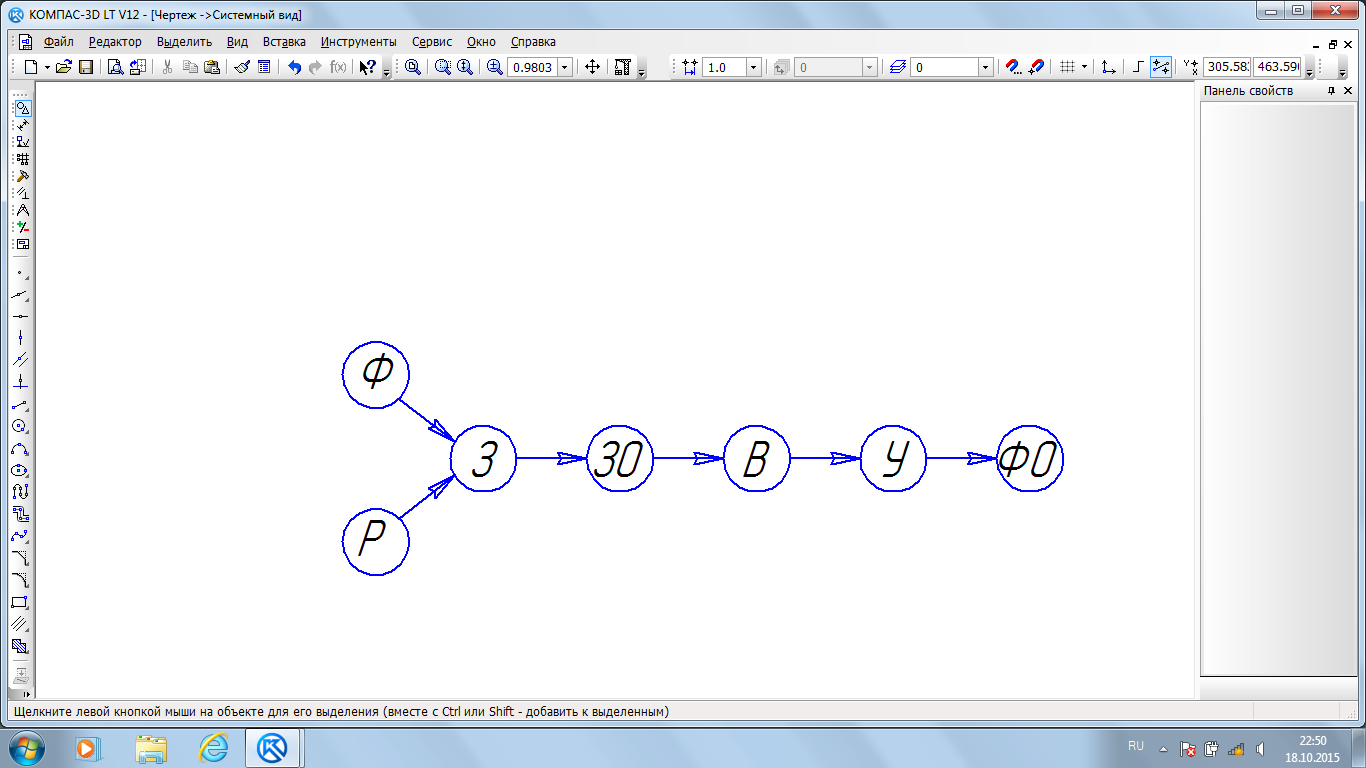
Рис. 3.1 - Схема технологического процесса изготовления отливки
Далее на схеме: В - выбивка отливки из формы (форму или разрушают - песчаную, керамическую, или разбирают на части - металлическую), У - удаление (отделение от отливки) литников и прибылей. Эти этапы технологического процесса заметно не влияют на качество отливки.
Этап ФО - так называемая финишная обработка отливки: очистка отливки от пригоревшего песка или керамики, обрубка заливов и заусенцев, вырубка шлаковых или других включений, заварка отливки после вырубки, абразивная или другая зачистка мест обрубки и заварки и другие трудоемкие операции устранения дефектов отливки, возникающих вследствие несовершенства производственного осуществления технологического процесса. Несмотря на это, полная трудоемкость изготовления одной тонны отливок для машиностроения является самой низкой по сравнению с поковками, штамповками и сварными конструкциями.
Общий выход годного в литейном производстве по заготовительному производству самый высокий - 64%, коэффициент использования металла (КИМ) в отливках равен 0,53 и сравним только с КИМ в сварных конструкциях. Однако, технологический выход годного в литейных цехах самый низкий - 69%. Основные статьи излишнего расхода металла - это литники и прибыли. Но литники и прибыли - это также и основные технические средства технологического обеспечения качества отливок.
Литники - система дополнительных каналов, по которым течет расплав во время заполнения формы (на этапе З); после заливки каналы остаются заполненными.
Прибыли - система дополнительных полостей в форме, в которых во время заливки создают запас расплава, необходимый для компенсации объемной усадки сплава, во время его затвердевания (на этапе ЗО).
Размеры и масса литниковой питающей системы, прибылей особенно зависят от конструкции литой детали.
Таким образом, проблема обеспечения качества отливок и повышения технологического выхода годного литья имеет два главных аспекта. Первый состоит в том, чтобы конструктор создавал проекты технологичных литых деталей. Второй - в том, чтобы технолог получал отливки таких деталей с наименьшим расходом металла на литниковые питающие системы для них.
Дата добавления: 2016-11-02; просмотров: 897;