Тістегерішті сорғыштарды жөндеу.
Әсiресе үлкен ықпалдың тітегерішті сорғыштарды өнiмдiлiктi жоғалтуларына 3 және 12 және тiрек төлкелермен тістеріштердің арасындағы домалақ саңылауларды үлкею (164 сурет) 10 және 14 болады. үш майдың ағып кетулерi домалақ саңылаулар арқылы шамамен арқылы радиал тең олардың мәнге қарағандасы рет көбiрек өйткенi айналуда жалбақтаған зубьелердi және қашап кеңiтiлген саңылаумен шошақтардың арасындағы радиал саңылаулары бойынша майдың ағымына кедергi корпуста жасалады. Демек, сайып келгенде, домалақ саңылауларды үлкею майдың қысымның түсуiне алып келедi, сорап берiсiнiң кiшiрейтуiне.
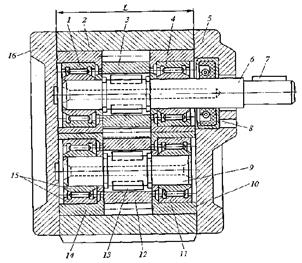
1, 4, 11, 15 - мойынтректер; 2 - тұрқы; 3, 12 - тістегеріштер; 5, 16 - ернемектер;
6, 9 - біліктер; 7, 13 - кілтектер; 8 - грундбукса; 10, 14 – тіреуішті төлкелер; L – тесіктің қондырма ұзындығы
164 сурет. Тістегерішті сорғыш
Сорғышты бұзуының алдынында аймақтағы 2 корпустың тозулары оның ұзақ пайдалануынан кейiн әдетте ашады 6 және 9 және тiрек төлкелердiң бiлiктерiнiң барлық бетi арналған 10 және 14 3 және 12 жалбақтаған. үрлегiштiң фландықтары 5 және 16 iс жүзiнде ескiрмейдi. Жапсарлас шеттердi әсiресе күштi ескiредi жалбақтаған және беттерiнде сақиналық кетiктер, толқындықтар құрастыратын тағы басқалар тiрек төлкелер.Жөндеу үрлегiш жалбақтаған олардың тозуын сипаттан тәуелдi болады. Зубьелердiң шеттерiнiң тозуы (0,015 мм) тiстi доңғалақтың өстерiне шеттердiң жазықтықтарының параллелдiгiнiң сақтамауы және олардың перпендикулярлығының жанында қайрауларымен жояды. Тістерді ескi профильмен шестернялары жаңа алмастырады. Тістегерішті әдетте даярлайды шынықтыруы бар 45 немесе 40 холар қыздыруда жоғары жиiлiктi ток болды. Қайта жасалған немесе қалпына келтiрiлген шестернялар 0,01 мм, шеттердiң параллел еместiгi аспайтын домалақ соғу алуы керек - саңылау туралы 0, 015 мм, сыртқы беттiң соғуы аспайтын - сыртқы бет бойынша 0,015...0,02 мм, конустық және сопақтық - 0,02 мм аспайтын.
Белдiкшелер ескi подшипниктердiң отырғызатын орындарында жалбақтаған жаңа алмастырады, сиректеу - қалпына келтiредi. Бiлiктер 20 холардан даярлайды, 1,2 мм дейiн тереңдiкке цементтеп және (HRC 60...62 қаттылық) шынықтыратын болады.
Тебен инелердiң домалауының беттерiмен болып табылған бiлiктердiң шейктерi Ra 0, 1 мкмнiң кедiр-бұдырлығына дейiн мұқият қырнап жеткiзедi. Ине сияқты подшипниктердiң тiрек бiлiктерi жаңа қалпына келтiрiп немесе алмастырады.
Ескi шеттер қалпына келтiруде тозудың iздерiнiң жою үшiн қырнайды тістердің арасындағы майдың өтуi үшiн ойыстарды не қалпына келтiредi. Қалпына келтiрiлген немесе алмастырылған бiлiктiң шейктерi бұл диаметрде есепке ала үйреншiктi ине сияқты подшипниктiң ең жақын шақтасын қою үшiн қажеттi диаметрге дейiн тiрек төлкелерiнiң саңылаулары қажеттi. Қалыптандыру жұмыстың қамтамасыз етулерi үшiн тiрек төлкелер үрлегiш жалбақтаған жұп бойынша қырнайды, шеттердiң параллелдiгiнен бұл ауытқуда 0,01мм аспайтын болуы керек. 0,01мм дейiн оның саңылауының өстерi туралы төлкенiң сыртқы цилиндрлiк бетiнiң соғуына рұқсат етiледi, ең үлкен диаметрдегi саңылаудың өстерi туралы бүйiрлiк соғу 0,01мм аспайтын. Бұл шарттардың орындалуы қыстырудың жоқтығына кепiлдiк бередi аз домалақ саңылауларда жалбақтаған.
Қалпына келтiрулер немесе алмастырудан кейiн және тiрек төлкелер есепке алуымен L ның отырғызатын саңылауын ұзындық тістегеріш және екi тiрек төлкелер бойынша көбiрек ортақ өлшемнiң 0,06 мм үшiн корпустың шеттердiң бiрлерiн қырнайды үшiн олардың ортақ енiн анықтайды. Оның шеттерiнiң параллел еместiгi корпустар қайрауда 0,01...0,02 мм шектерiндегi болуы керек.
Сорған қалыптандыру жұмыс iстеу үшiнбарлық бет арналған 10 төлкенiң буртiнiң шетi грундбуксе 8ге тiрелуi керек. Тозудың iздерiнiң жоюына дейiн жазықтығы бойынша грундбуксу жөндеуде қырнайды. Сонымен бiрге төлкенiң буртiнiң шеттерiн төлкенiң саңылауының өстерiне шеттiң перпендикулярлығы шыдай қырнайды. Бүйiрлiк соғу 0,01 мм асуы керек.
Жөнделетiн сорғыштың барлық бөлшектерiн құрастыруды алдында жер майларында жуады және кiрбiк минерал майлар жағады. Ине сияқты мойынтректер жанар майларда жуады және солидолдармен жағады. Корпустың жазықтықтары, қақпақтар және төлкелер забоин және сызаттар алуы керек. үрлегiштiң құрастыруын корпустың ескi iшкi бетi е жақтан сiңетiн саңылау, өйткенi болатындай етiп жүзеге асырады. егер айдаушы белдiкке жақтан қараса, сол жағында, және төлкелердегi құрғату каналдары сол тараптаны шығарылады. Қысқыштан аман болу үшiн және бiлiктердiң қиғаштануы және бекiткiштiң бұрандалары жалбақтаған кезек-кезек және толтыра орау беттi, белдiкшелердiң айналуын жеңiлдiктер қолдан тексередi.
Жөнделгенi сорған берудi анықтау және көлемдi пайдалы әсер коэффициентi үшiн арнайы стендтерде сынауға ұшырайды.
Сорғыштарды сынау үшiн стендтiң сұлбасы 165-шi сурет көрсетiлген. Тарттырылатыны 7 сорған 2 бактен май 1 торлы сүзгi арқылы сорады. Майдың үрлегiшiнен екi бағыттар бойынша өте алатын құбырға түседi. Майдың үрлегiшiнiң шамадан тыс жүктеуiнiң жанында 2 бакке құбыр бойынша 5 керi 6-шы нақтылы қысым жөнге салынған сақтағыш клапан арқылы түседi. Жүктеменi сорамын 10 дросселдерiмен сынауда орнатады, 9 және 8 демпфер болатын манометрлерiмен тексередi.
Май 11 сорғыштарға үлестiрушiнiң плунжерiнiң жағдайына байланысты 12 өлшеу бак немесе 2-шi бакке бағытталатыны қолмен басқарылатын 10 дроссел арқылы өте алып түседi. Сорап берiсiн өлшеу бактi майды толтыру (майдың түсудiң алды-арты секундомер бойынша бекiтедi) 12 жолымен анықтайды. үрлегiштердiң сынаулары үшiн лазым екi стендi болу: аз - 30 л/мин және үлкенге дейiн беруi бар үрлегiштердiң сынаулары үшiн - әр түрлi түрлер және үлкен беруi бар үрлегiштердiң шағылысқан үрлегiштерiнiң сынауы үшiн.
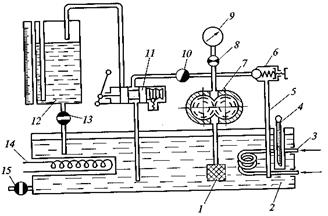
1 -сүзгi; 2 -бак; 3 -жыланды түтiк; 4 - термометр; 5 - құбыр; 6 - сақтағыш клапан;
7 - сынаудан өткен сорғыш; 8 - демпфер; 9 - манометр; 10 - дроссель; 11 - үлестiрушi; 12- өлшеу бак; 13, 15 - крандар; 4 - электр жылтқыш
165 сурет. Сынау стендiнiң сұлбасы
Май бактi сыйымдылық үлкен беруi бар үрлегiштiң 2..3 минуттық жұмысын қамтамасыз етуi керек. (сынаудың әр түрлi шарттарының жасаулары үшiн) стендтiң багiнде майдың жылытуы және 3 су құбырына оны суу үшiн қосылған жылан түтiк үшiн электр жылтқыштар 14 орналастырған. Майлар температураларды термометр арқылы 4 тексередi. Бактегi майлары деңгейдiң бақылауы үшiн май көрсеткiшiнде болады.
Мысалы, өлшеу бактен жүзеге асырына майдың құйылысы 13 кран арқылы, тазарту үшiн негiзгi бактен ) - 15 кран арқылы.
Сынауда сорғыш стендтерде электр қозғағышымен кiретiн бiлiк жалғастыра және түтiктер қоса құрастырады: Кiретiн бiлiктiң айналуын жеңiлдiктер бастапқыда тексередi, содан соң домалатады ағымында 30мин босқа сорған. Сiңетiн құбыр ауаның сорушысының сақтап қалуы үшiн болуы керек. Бактегi май қашан 50оС дейiн жылытады, дроссел төлқұжатта соруға көрcетiлген қысыммен май өлшеу бакке түсу үшiн сайып келгенде орнатады. (л/минға) сорап берiстерiн өлшеу бактi толтырылуды уақыт өлшеп анықтайды. Өлшеу бак толық ашық дросселде екiншi рет толтырады. Көлемдi пайдалы әсер коэффициенттерiн дроссел ашық күйiнде сорап берiсiн анықталып есептейдi. Ол жалбақталған үрлегiштер үшiн шектердегi 0,76-0,9 болу керек. Тілімшелі сорғыштарды жөндеу. Ұзақ пайдаланудың жанында (166 сурет) пластинкалы үрлегiштерде 1, кiшiсi тозу 3 және таратушы дисктер 4-шi статор сақинасы, жауырындарды өте ескiредi 2 роторды алады. Күрделiлiктер және бұл үрлегiштердiң жөндеудi үлкен қиындығы сондықтан тырысады, өндiрiп алмағанында емес, олар (2 ретте оның күрделiлiк және жөндеу базасының жеткiлiксiз жарақтанғандығы артынан жөндеудi құн әдетте жаңа үрлегiштiң құнын асады) жаңа алмастырғанында. Статор сақиналары кiшiсi және үлген радиустарды профильлердiң түйiндесi орындарындағын әсiресе күштi ескiредi.
Тозу статор сақиналары сондықтан баспалдақтар және iс жүзiнде мүмкiн емес алып тасталған надирлардың түрiнде өрнектеледi жаңа алмастырады. Статор сақиналары шариктi даярлайды ШХ15 немесе ХВГ және 9Х аспапты қоспаланған болаттарынан болды. HRC 60..64 қаттылықтар шынықтырулар және демалыстан кейiн алады.
Статор сақинасы үлкен беруi бар үрлегiштер үшiн статордың енi аз беруi бар үрлегiштер және 0,04...0,06 мм үшiн 0,02...0,03мм ротордың енi болатындай етiп орындауы керек. Егер бұл шарт болса, онда статордың саңылауының екi жүз роналарымен жабылатын дисктердегi ротордың домалақ беттерiнiң ұстап қалуы болуы мүмкiн. Статор сақинасының профилдi саңылауы токарь станогiнде көпiр бойынша әдетте қашайды.
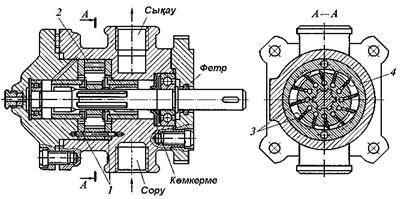
1-таратушы дисктер; 2 - ротор; 3 - күрекшелер; 4-статор сақинасы
166 сурет. Тілімшелі сорғы
Статор сақинасы бойынша салдарынан биiк үйкелiстiң үрлегiшiнiң тілімшелері және ротор саңылауларындағын үлкен жылдамдықтар және қысымдарда жылдам ескiредi, қырлар бойынша әсiресе. Демек, бұл ротор саңылауларындағы тілімшелердің ұзындығының кiшiрейтуiне алып келедi, ротордың саңылауларын олардың қиғаштануына және тез тозуына. Тілімшелердің материалы маркаларының жылдам кескiш болаты; Р18; Р12; Р9; Р18К5Ф2 тағы басқалар (МЕСТ 19265-73). Оларды жасау алдында қалыңдығына 0,01...0,03 мм қамтамасыз етуге керек - тілімше бойынша ауытқудың статор сақинасы туралы үйкелетiн шетiне бүйiрлеу тараптарының 0,01мм ротордың енi, перпендикулярлығы аз - 0,01мм аспайтын. Тілімшелерді жасау үшiн пiшiлген заттары нобай бойынша механикалық өңдеулерге күйдiруден кейiн ұшырайды. Содан соңы жазықтық және бүйiрлеу тараптарды қырнайды, қаттылыққа дейiн олардың сатылы шынықтыруын HRC 62...64 өндiрiп алады. Тілімшелердің алдын ала қайрауы ротордың саңылаулары, ақырғы қайрау арналған қалыптастыруға жiберумен жүзеге асырады (бiр уақытта бiрнеше даналарды қырнайды) арнайы қысқыштардың қолдануы бар жазық қыратын станоктерiнде орындайды.
Сорғыштарды таратушы дисктерi НВ100...120 қаттылықты БрА9ЖЗЛ немесе БрА10ЖЗМц2 алюминилi қолаларынан даярлайды. Роторларда жауырындар және шеттер үшiн цапфада, саңылауларды ескiредi. Роторлар әдетте 20Х болаттан даярлайды тереңдiкке цементациясы бар 0,8...1мм және қаттылыққа HRC58...62 дейiн шынықтыруымен болды. Шлиц саңылау бетін, сонымен бiрге цапфалардағыны саңылауларды цементтейдi. Қаттылыққа HRC 48...52 дейiн роторлар және 40Х немесе 45Х болаттан жасауы болуы мүмкiн. Ротордың саңылаулар шынықтырулардан кейiн жетiлдiруге қатысты үлкен қиыншылықтары артынан жөндеуде HRC28...32 қаттылыққа дейiн 38ХМЮА, шынықтыруынан даярлайды және HRC70...80 қаттылыққа дейiн саңылауларды өңдеуден кейiн азоттайтын болады. Ротор – сорғыштың өте жауапты бөлшегi. Ротордың саңылаулары 0,02 мм бойынша кiру рұқсатын алу керек, саңылауларда жауырындардың отырғызуының жанында ар жағында ол олардың сыналауына келтiрмегендей етiп қадағалауға керек. Ротордың цапфалары Н7/Т7 отырғызу бойынша дисктердегi саңылаулармен түйiндестiредi.
Олардың күйреулерi 0,02.. 0,03мм қалпына келтiру немесе ротордың саңылауларын жасауда рұқсат етiледi. 0,03 мм тереңдiкке 2..3мм. шеттер және жақтан сыртқы цилиндрлiк беттiң 1...2мм жақтан. Саңылаулардың жазықтықтарындағы мiндер % беттен астам саңылаулар қамтуы керек. Саңылауды тереңдiктiң жартысы аспайтын ұзындықтың өстерi тәуекелдер бойлай рұқсат етiледi. Жаңа роторды күрделi iстеп шығару, сондықтан қалпына келтiруi орынды ескi. Ротор шеттер және цапфаларындағы тәуекелдер қайраумен, цапфалар құртады келесi қайраумен хромдауды канальчатымның тиiстi диаметрiне дейiн қалпына келтiруге болады. Қалпына келтiрулер немесе бөлшектердi алмастырудан кейiн сорған жинайды. Саңылауларға арналған жауырындардың таңдап алуында дейiн қиыстыру (ысқылаумен) оларды болуы мүмкiн 0, 03 мм саңылауы бар жуандығы қажеттi. Жауырынның ендерiн бiр уақытта тексередi. Ол 0,01 мм дегi ротордың енi болу керек, ротордың енi статор сақинасының енiнiң 0,02...0,03 мм аз болуы керек.
Таратушы дисктер 0,02 мм аспайтын жұмыс ойыстыққа жол бередi. Дисктердiң сыртқы жазықтықтары үрлегiштiң корпусына және артқы қақпаққа жақсы тiрелуi керек. Олардың пришабриваюты керек болса. Жиюлы ротор жауырындардың көлбеуi айналу шетте қалатындай етiп сорғыштар корпуста орнатады. Дисктердiң терiс тарабында бұрыштық ойыстардың қоюының жанында бастырмалатуды қуыста орналастыру керек. Сору үшiн саңылау көбiрек корпуста арналған, кiшiрек. Ротордың айналуын жеңiлдiк артқы қақпақ бекiтiп жатқан бұрандалармен реттейдi. Қалақты жөндеген сорған стендте, дәл осылайлар сынауға ұшырайды жалбақталған. Жөнделген сорғыштың көлемдi пайдалы әсер коэффициентi әдетте 0,1...0,15 қасында жаңаға қарағанда аз.
Дата добавления: 2016-06-24; просмотров: 1747;