Виды зубчатых передач
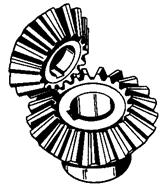
Зубчатые передачи с параллельными валами называются цилиндрические (рис. 2.1), с пересекающимися валами – конические (рис. 2.2).
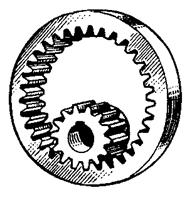
По расположению зубьев различают передачи с наружным (рис. 2.1а-в) и внутренним зацеплением (рис. 2.1г).
По профилю зубьев колес передачи подразделяют: на передачи с эвольвентным зацеплением, в котором профили зубьев очерчены эвольвентами; на передачи с циклоидальным профилем; на передачи с зацеплением Новикова. Далее в пособии будут описываться только передачи эвольвентного профиля с наружным зацеплением.
Шестерня – это зубчатое колесо передачи с меньшим числом зубьев (чаще всего – ведущее). Колесо – это зубчатое колесо передачи с большим числом зубьев. Термин "зубчатое колесо" можно применять как к шестерне, так и к колесу зубчатой передачи.
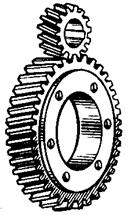
Цилиндрические зубчатые передачи бывают прямозубыми, косозубыми и шевронными.
Прямозубые колеса (рис. 2.1а) применяют преимущественно при невысоких и средних окружных скоростях, при большой твердости зубьев (когда динамические нагрузки от неточностей изготовления невелики по сравнению с полезными), в планетарных передачах, в открытых передачах, а также при необходимости осевого перемещения колес (в коробках передач).
| 
| 
| 
|
| а | б | в | г |
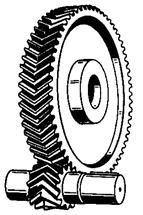
| Рис. 2.1. Виды цилиндрических зубчатых передач |
Косозубые колеса (рис. 2.1б) обладают более высокой нагрузочной способностью (за счет большей длины зуба при одинаковой ширине зубчатого венца), повышенной плавностью и пониженной шумностью, поэтому их применяют для ответственных передач при средних и высоких скоростях. Объем их применения – свыше 40 % объема применения всех цилиндрических колес в машинах.
Косозубые колеса с твердыми поверхностями зубьев требуют повышенной защиты от загрязнений во избежание неравномерности износа по длине контактных линий и опасности выкрашивания. В косозубом зацеплении возникает осевая сила, которую надо учитывать при проектировании опор и валов.
Шевронные колеса (рис. 2.1в) обладают всеми преимуществами косозубых колес, и при этом отсутствует вредная осевая сила, но их технология изготовления сложней.
Для прямозубых колес угол наклона зубьев b = 0°, для косозубых - b = 8...20°, для шевронных - b = 25...40°.
В косозубых передачах редукторов для шестерен рекомендуют принимать направление зуба левое, для колес – правое.
Большинство серийных редукторов имеют косозубые колеса, причем и в быстроходных и в тихоходных ступенях.
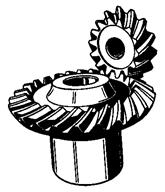
Среди конических зубчатых передач наибольшее распространение в машиностроении имеют передачи с прямыми зубьями. Также часто применяются передачи с круговыми зубьями. Гораздо реже – с тангенциальными и другими криволинейными зубьями.
| 
| ||
| а | б | ||
| Рис. 2.2. Виды конических зубчатых передач |
Прямозубые конические передачи (рис. 2.2а) применяют при невысоких окружных скоростях (до 2…3 м/сек, допустимо до 8 м/сек), как наиболее простые в монтаже.
Конические передачи с круговыми зубьями (рис. 2.2б) имеют более плавное зацепление и поэтому большие быстроходность и несущую способность. Они более технологичны.
2.3Материалы зубчатых колес и термическая или химико-термическая обработка
Материалы зубчатых колес и термическая или химико-термическая обработка выбираются в зависимости от назначения передачи, условий эксплуатации и требований к габаритным размерам.
Для повышения несущей способности передач целесообразно повышение твердости поверхности зубьев, т.к. несущая способность передач по контактной прочности пропорциональна квадрату твердости поверхности зубьев. Однако повышение твердости материала отрицательно сказывается на изгибной прочности. Для повышения изгибной прочности желательно сохранять вязкую сердцевину зуба. Поэтому в основном применяется поверхностная термическая или химико-термическая обработка.
Способы упрочнения:
· Нормализация позволяет получить твердость 180…220 HB, поэтому нагрузочная способность относительно невелика, но при этом зубья колес хорошо прирабатываются и сохраняют точность, полученную при механической обработке. Нормализованные колеса обычно используют во вспомогательных механизмах, например, в механизмах ручного управления.
Применяемые стали: 40, 45, 50 и др. Для повышения стойкости против заедания шестерни и колеса следует изготавливать из разных материалов.
· Улучшение позволяет получить твердость поверхности и сердцевины 200…240 HB (для небольших шестерен 280…320 HB), нагрузочная способность несколько выше, чем при нормализации, но зубья колес прирабатываются хуже. Обычно улучшенные колеса применяют в условиях мелкосерийного и единичного производства при отсутствии жестких требований к габаритам.
Применяемые стали: 40, 45, 50Г, 35ХГС, 40Х и др.
· Закалка токами высокой частоты (ТВЧ) дает среднюю нагрузочную способность при достаточно простой технологии упрочнения. Позволяет достигать поверхностной твердости 45…55 HRC при глубине упрочненного слоя до 3…4 мм. Закалке ТВЧ обычно предшествует улучшение, поэтому механические свойства сердцевины – как при улучшении. Изгибная прочность по сравнению с объемной закалкой выше в 1,5-2 раза. Из-за повышенной твердости зубьев передачи плохо прирабатываются. Размеры зубчатых колес практически неограниченны. Необходимо помнить, что при модулях менее 3…5 мм, зуб прокаливается насквозь, что приводит к значительному их короблению и снижению ударной вязкости.
Применяемые стали: 40Х, 40ХН, 35ХМ, 35ХГСА.
· Цементация (поверхностное насыщение углеродом) с последующей закалкой ТВЧ и обязательной шлифовкой позволяет получить поверхностную твердость 56…63 HRC при глубине упрочненного слоя 0,5…2 мм. Нагрузочная способность высокая, но технология упрочнения более сложная. Изгибная прочность по сравнению с объемной закалкой выше в 2-2,5 раза.
Широко применяют сталь 20Х, а для ответственных зубчатых колес, особенно работающих с перегрузками и ударными нагрузками, стали 12ХН3А, 20ХНМ, 18ХГТ, 25ХГМ, 15ХФ.
· Азотирование (поверхностное насыщение азотом) обеспечивает высокую твердость и износостойкость поверхностных слоев, при этом не требуется последующая закалка и шлифование. Азотирование позволяет получить поверхностную твердость 58…67 HRC при глубине упрочненного слоя 0,2…0,5 мм. Малая толщина упрочненного слоя не позволяет применять азотированные колеса при ударных нагрузках и при работе с интенсивным изнашиванием (при загрязненной смазке, попадании абразива). Длительность процесса азотирования достигает 40-60 часов. Обычно азотирование применяют для колес с внутренним зацеплением и других, шлифование которых затруднено.
Применяют молибденовую сталь 38Х2МЮА, но возможно азотирование сталей 40ХФА, 40ХНА, 40Х до меньшей твердости, но большей вязкости.
· Нитроцементация – насыщение поверхностных слоев углеродом и азотом в газовой среде с последующей закалкой обеспечивает высокую контактную прочность, износостойкость и сопротивление заеданиям, обладает достаточно высокой скоростью протекания процесса – около 0,1 мм/час и выше. В связи с малым короблением позволяет во многих случаях обойтись без шлифования. Содержание азота в поверхностном слое позволяет применять менее легированные стали, чем при цементации: 18ХГТ, 25ХГТ, 40Х и др.
2.4Конструкция зубчатых колес
Конструкция зубчатых колес зависит от их размеров, материала, технологии изготовления и эксплуатационных требований.
Шестерни малых размеров, у которых диаметр окружности впадин зубьев близок к диаметру вала, выполняются за одно целое с валом (вал-шестерня) (рис. 2.3).

|
| Рис. 2.3. Цилиндрические и коническая вал-шестерни. |
Колеса, допускающие посадку на вал, как правило, делаются насадными. Это дает возможность подбирать различные, наиболее подходящие материалы и термообработку для вала и колеса, упрощают технологию изготовления этих деталей, и позволяет после износа зубьев колеса производить его замену, сохраняя вал.
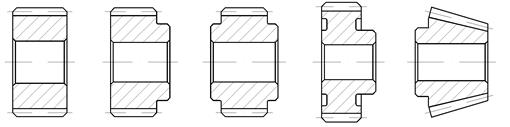
Шестерни небольшого диаметра (D £ 200 мм) обычно изготовляются из круглого проката (£ 150 мм), кованных или штампованных заготовок в виде сплошного диска или с выступающей ступицей и др. (рис. 2.4).
|
| Рис. 2.4. Цилиндрические и коническая шестерни. |
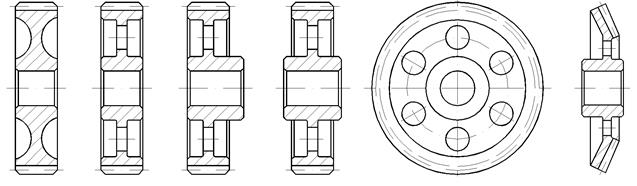
Колеса средних размеров (D £ 600 мм) изготовляются из поковок, штампованных или литых заготовок и большей частью имеют дисковую конструкцию (рис. 2.5).
|
| Рис. 2.5. Конструкция зубчатых колес. |
Зубчатые колеса больших размеров можно изготовлять цельнолитыми, с одним или двумя параллельными дисками, подкрепленными ребрами, или со спицами крестовидного, таврового, двутаврового, овального или другой формы сечения (рис. 2.6).
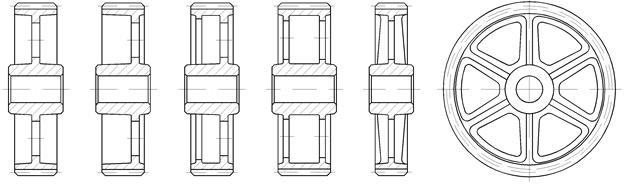
|
| Рис. 2.6. Цельнолитые цилиндрические зубчатые колеса. |
При использовании высококачественных сталей для изготовления зубчатого венца, в целях экономии, колеса могут выполняться бандажированными (посадка с гарантированным натягом) или сборными (на призонных болтах, с помощью сварки или клея) (рис. 2.7).

|
| Рис. 2.7. Бандажированное и сборные цилиндрические зубчатые колеса. |
Дата добавления: 2016-05-25; просмотров: 5992;