Область применения механического и электротермического способов натяжения арматуры.
Механическое натяжение арматуры применяется для конструкций всех категорий по трещиностойкости, так как возможен контроль усилия в процессе натяжения.
Рекомендуется осуществлять гидравлическими домкратами или грузовыми устройствами с системой блоков и рычагов.
Натяжение арматуры на упоры формы и стендов может быть одиночным (каждый арматурный элемент натягивается отдельно) и групповым (одновременно натягиваются несколько элементов или вся напрягаемая арматура). Выбор того или иного вида натяжения зависит от:
Вида конструкции;
- Расположения арматурных элементов;
- Числа арматурных элементов;
- Общего усилия их натяжения;
- Наличия оборудования необходимой мощности.
Электротермическое натяжение арматуры.
Рекомендуется при изготовлении массовых ПН плит перекрытия и покрытия, дорожных плит и других изделий длиной до 12 м.
Допускается - при изготовлении ПН балок, ферм, опор ЛЭП и других изделий длиной до 24 м.
Особенности арматурных работ при формовании изделий на пакетных, длинных и коротких стендах.
Классификация стендов.
Короткие - предназначены для изготовления одного изделия по длине стенда и одного - двух изделий по ширине, в горизонтальном положении: фермы, двухскатные балки.
Длинные стенды - при изготовлении нескольких изделий по длине стенда одновременно. Длина стендов до 100 м.
Пакетные стенды — арматура заготавливается в виде пакетов, как правило заготовка арматуры располагается рядом со стендом. После чего готовый пакет арматуры переносят и укладывают в захваты формы. => Изготавливают изделия с небольшими поперечными размерами и компактным расположением арматуры по сечению (сваи, опоры ЛЭП и т.д.)
Натяжение пакета арматуры осуществляется мощным гидродомкратом за один прием.
Пакетные стенды
Установка и натяжение пакетов.
Пакеты проволочной арматуры, перенесенные на стенд, укладывают в формы и закрепляют в захватах головных и хвостовых тяг; при этом продольная ось пакета должна совмещаться с осью захватного устройства.
Если для изготовляемого изделия необходимо больше одного пакета проволоки, применяют распределительные диафрагмы. По концам стенда их крепят к специальным упорам, устанавливаемым на стенде за торцами крайних форм. На рис. 14.3 показана схема закрепления арматурного пакета в трех захватах и расположение захватов в опорных конструкциях стенда.
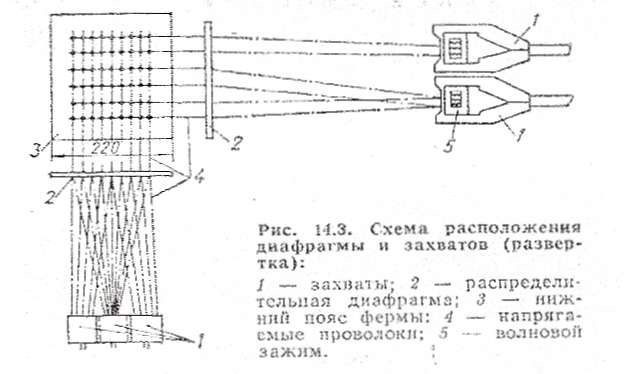
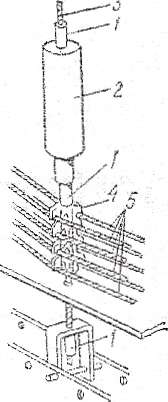
Рис. 14.1. Приспособление для оттяжки вниз с использованием отрезка пряди, трех зажимов я гидродомкрата с нейтральным отверстием: / — зажим пряди; 2 — гидродомкрат с центральным отверстием; 3 — анкерующий отрезок пряди; 4 — удерживающая деталь; 5- отогнутые пряди.
Конструкция и форма некоторых изделий требуют криволинейного расположения части напрягаемой арматуры (например, в двускатных балках). Приспособления для изменения направления проволок (оттягивающие устройства) устанавливают между изделиями и у их крайних торцов (рис. 14.4).
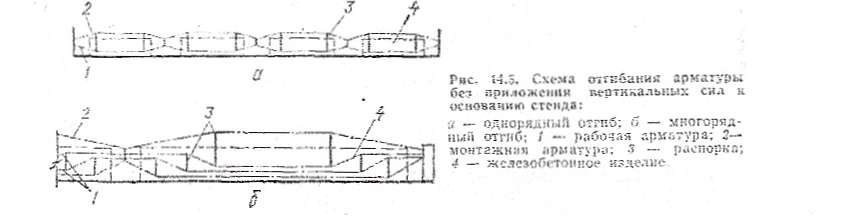
На заводах применяют два способа натяжения отгибаемой арматуры (рис. 14.5): первый - натяжение арматуры домкратом с торца формы до полного контрольного напряжения; второй - натяжение арматуры в прямолинейном положении, а затем оттягивание в проектное положение, которое фиксируется штырями.
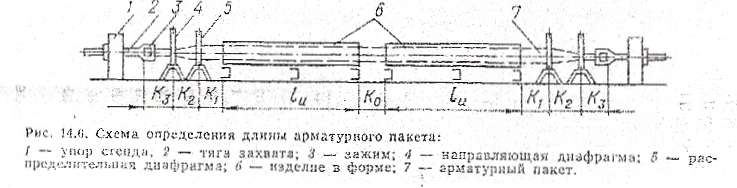
Длину заготовки арматуры Lзаг для пакетов принимают с учетом их упругого удлинения в зависимости от схемы натяжения (рис. 14.6):

где lи- длина проволоки в изделии, см; n- число изделий, последовательно расположенных на стендовой линии; к0 - расстояние между смежными изделиями, расположенными в линии, см; k1- расстояние от торца изделия до распределительной диафрагмы, см; к2 - расстояние между распределительной и направляющей диафрагмами, см; к3 - расстояние от направляющей диафрагмы до конца проволоки в зажиме, см; σ - контролируемое напряжение, Па.
Натяжение и отпуск арматуры.
В соответствии с «Руководством по технологии изготовления предварительно- напряженных железобетонных конструкций» натяжение напрягаемой арматуры на стендах производят в два этапа: 1 - арматуру напрягают натяжной машиной или гидродомкратом до усилия, равного 40-50% проектного, проверяют зажимные устройства, расположение арматуры, устанавливают закладные детали, каркасы и сетки и окончательно собирают формы; 2 - натяжение арматуры доводят до величины, превышающей на 10% Проектную, выдерживают в течение2-5 мин, а затем снижают до проектной величины.
Необходимое усилие натяжения проволочного пакета зависит от числа напрягаемых проволок, их диаметра и заданного проектного напряжения.
Отпуск напряженной арматуры (обжатие бетона) производят после достижения бетоном необходимой прочности и проверки заанкеривания концов проволоки в бетоне. Фактическую прочность бетона определяют испытанием контрольных кубов; требуемую прочность бетона к моменту отпуска арматуры указывают на чертежах изделий (обычно не менее 75 % проектной прочности).
Заанкеривание концов проволоки в бетоне проверяют выборочным замером величины проскальзывания концов проволоки в бетоне после отпуска натяжения с помощью индикаторов часового типа, устанавливаемых на торцах изделия.
Отпуск натяжения на стендах осуществляется постепенно, в два-три этапа, натяжной машиной, которая ослабляет усилия, воспринимаемые упорами, после чего поворотом гайки на тяге обеспечивают отпуск натяжения на необходимую величину.
Групповой отпуск натяжения арматуры осуществляется посредством песочных муфт, клиновых или винтовых устройств на стендах. При изготовлении нескольких предварительно-напряженных изделий, последовательно расположенных на длинной стендовой линии следует учитывать обжатие изделий, возникающее при передаче натяжения арматуры на бетон. При отпуске натяжения изделия несколько смещаются к противоположному концу стенда.
Дата добавления: 2016-05-11; просмотров: 1569;