Механизированные трубосварочные базы
Механизированные трубосварочные базы позволяют полностью механизировать выполнение сварочно-монтажных работ при изготовление секций труб за счет применения технологии двухсторонней автоматической сварки под флюсом стыков труб с увеличенным притуплением кромок. В настоящее время существует три типоразмера этих баз. Трубосварочная база БТС-142 (рис. 11.4) предназначена для изготовления двухтрубных секций, базы БТС-142В и БТС-143 (рис. 11.5) изготавливают как двух-, так и трехтрубные секции. При изготовлении секций труб на трубосварочных базах типа БТС выполняют следующие основные операции: подготовка труб к сварке; обработка кромок труб; сварку наружных слоёв шва и последующую сварку внутреннего слоя (на БТС-142) или сварку первого наружного соля и последующую одновременную сварку второго наружного и внутреннего слоев шва (на БТС-143) двухтрубной секции; сварку трехтрубной секции.
Трубы из накопителя поступают на стенд обработки кромок, состоящей из вращателя и двух станков СПК для обработки кромок труб. Трубы с обработанными торцами перемещают затем на стенд, где проводят сборку стыка внутренним гидравлическим центратором, установленный на штанге. Оператор управляет центром с пульта управления, расположенного в будке, которая неподвижно установлена над стыком секции. В будке же сваривают наружные слои шва сварочной головкой ГДФ-1001У3. Затем секция поступает на стенд внутренней сварки. Сварочная головка для внутренней сварки установлена на конце специальной штанги, которая въезжает внутрь трубы. Сварщик, находясь снаружи трубы, следит за стыком в процессе сварки, регулирует параметры режима и положение электрода относительно стыка.
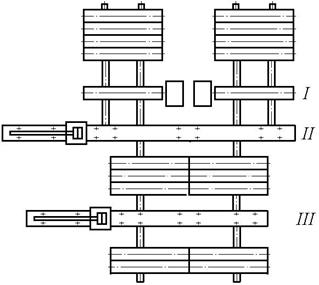
Рис.11.4.Схема трубосварочной базы БТС-142, стенды:
I -обработки кромок, II - сборки и сварки наружных слоев шва,
III - сварки внутреннего слоя шва.
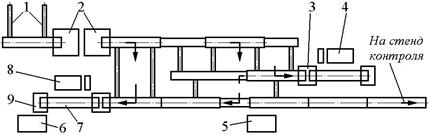
Рис.11.5.Схема трубосварочной базы БТС-143:
1 - магазин труб; 2 - стенд сварки двухтрубных секций;
3 - стенд сварки двухтрубных секций; 4, 8 - блоки питания;
5 - электростанция или трансформаторная подстанция;
6 - вспомогательный блок; 7 - стенд сварки трехтрубной секцией; 9 - рабочие места для управления внутренней сваркой
Трубосварочная база БТС-143 спроектирована и работает по иной схеме. Она состоит также из трех стендов: обработка кромок, сварки двухтрубных секций и сварки трехтрубных секций. Кроме того, в состав базы входит стенд контроля готовых секций, который на схеме не показан. Трубы с заводской разделкой кромок поступают на стенд обработки кромок 2 (перемещением труб управляет один из операторов этого стенда). Обработку кромок (снятие фаски) выполняют станками СПК на двух, размещенных в будках рабочих местах (2-I и 2-II). Система крепления и перемещения станков на рабочих местах обеспечивает возможность сквозного перемещения труб по линии обработки кромок. Первую подлежащую обработке трубу подают на рабочее место 2-II, следующую трубу обрабатывают на рабочем месте 2-I. Первую обработанную трубу передают по рольгангам продольного перемещения в конец стенда 2 и оттуда - на стенде сварки двухтрубных секций 3. Следующую трубу перемещают с рабочего места 2-I на место 2-II и обрабатывают ее второй конец, после чего она, как и первая труба, поступает на стенд 3. Третью трубу обрабатывают на рабочем месте 2-I и затем передают на стенд сварки трехтрубных секций 7.
Стенд сварки двухтрубных секций состоит из рольганга продольного перемещения, приводных и холостых роликоопор, двенадцатиметровой штанги, на конце которой расположены центратор и головка для сварки кольцевого шва изнутри трубы, и будки, в которой установлены головка для наружной сварки и аппаратура управления перемещением труб и двухтрубной секцией в пределах стенда, центровкой и наружной сваркой. Процессом внутренней сварки оператор управляет из укрытия 9, где расположены пульт управления процессом сварки, окуляр для наблюдения за направлением электрода по стыку и корректор для возвращения электрода на стык в случае его отклонения. Первую трубу, поступающую на стенд. перемещают таким образом, что она «наезжает» на штангу и обработанный торец трубы размещается между зажимными башмаками центратора. Вторую трубу подают по рольгангу до соприкосновения с первой трубой. Трубы центруют и наружной головкой выполняют сварку первого наружного слоя шва, после чего разжимают центратор и перемещают штангу внутри секции таким образом, чтобы конец электродной проволоки внутренней сварочной головки совпал с плоскостью стыка. Сварку второго наружного слоя шва выполняют одновременно со сваркой внутреннего слоя шва. Трубы вращаются приводным роликовым вращением. Оператор следит и регулирует положение электрода при сварке изнутри при помощи следящей системы дистанционно, находясь снаружи трубы (рис. 11.6).
Следящая система состоит из зеркала, неподвижно установленного над стыком под углом 450, фильмопроектора Ф-3 (школьного), смонтированного на кронштейне сварочной головки, и двух оптических труб ЗЗТ 20Х50 (земная зрительная труба «Славутич-2»), установленной на конце трубы, противоположном свариваемому.
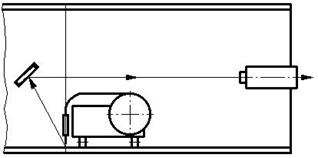
Рис.12.3.Схема оптической следящей системы базы БТС-143.
Схема оптической следящей системы изображена выше. Световое изображение указателя точности слежения, проектируемое фильмопроектором на линию стыка, находится в одной плоскости с электродом сварочной головки и отражается в зеркале, расположенном над стыком. Оператор через зрительные трубы, направленные на зеркало, наблюдает за положением светового указателя, а значит, и электрода относительно стыка. При отклонении указателя от стыка оператор при помощи кнопок включает двигатель перемещения сварочной головки, возвращая ее на стык.
Полностью сваренную двухтрубную секцию передают на стенд 7, на штанге которого к тому времени уже находится одиночная труба, третьей по очередности ее обработки. Оборудование стенда 7 аналогично оборудованию стенда 3, причем длина стенда 7 позволяет разместить на нем трехтрубную секцию. Последовательность технологических операций на стенде 7 совпадает с приведенным описанием работ на стенде 3. Готовую трехтрубную секцию по рольгангам передают на линию контроля и ремонта сварных соединений.
Трубосварочная база БТС-142В отличается от базы БТС-143 тем, что в ней имеется только один сварочный стенд, который позволяет по желанию потребителя изготавливать на базе двух- или трехтрубные секции. Техническая характеристика трубосварочных баз типа БТС приведена в табл. 11.8.
Таблица 11.8
Дата добавления: 2016-04-06; просмотров: 1424;