Трудности при сварке жаропрочных перлитных сталей
Основными трудностями при сварке этих сталей являются:
– конструктивные особенности сварных соединений;
– необходимость обеспечения свойств сварного соединения, близких или равных свойствам основного металла в течение длительного времени эксплуатации (10–15 лет);
– разупрочнение в зоне термического влияния;
– склонность металла шва и ЗТВ сварного соединения к образованию ХТ.
1. Большинство сварных соединений из жаропрочных сталей характеризуется наличием концентратов напряжений, многослойных швов, остающихся подкладок, больших толщин и т.п. (рис. 31).
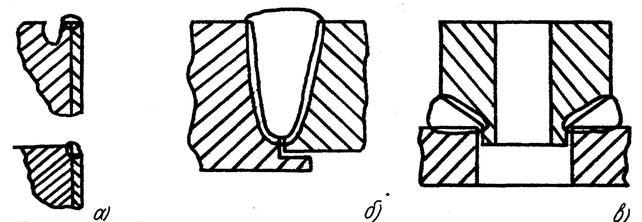
Рис. 31. Сварные соединения труб с трубными досками (а),
стыковые соединения труб (б) и соединение патрубка с корпусом (в)
При сварке труб с трубными досками, патрубков и труб в корне шва существует конструктивный концентратор в виде непровара. При многослойной сварке происходит нарастание пластической деформации, ширина зоны которой в 2...3 раза превышает ЗТВ. Средняя остаточная пластическая деформация оценивается величиной 0,5...1,7 %.
Эти и другие факторы обусловливают наличие в сварных соединениях этих сталей остаточных сварочных напряжений и т.п. Снизить влияние данных факторов на работоспособность соединения можно путем тщательного выбора и применения технологических параметров сварки (режим, материалы, порядок наложения швов и т.п.).
2. В условиях длительной эксплуатации при Т = 450...600 °С возможно развитие диффузионных процессов между основным металлом и металлом шва.
В первую очередь, это относится к углероду, обладающему высокой диффузионной подвижностью. Миграция углерода может наблюдаться даже при небольшом различии в легировании их карбидообразующими элементами. Образование в процессе эксплуатации обезуглероженной (ферритной) прослойки приводит к снижению прочности и пластичности сварных соединений и к локальному разрушению. В связи с этим сварочные материалы должны обеспечивать химический состав металла шва, близкий к основному металлу.
В отдельных случаях при необходимости отказаться от подогрева и термической обработки используют сварочные материалы, обеспечивающие получение металла шва на никелевой основе. Диффузионная подвижность элементов в сплавах на никелевой основе при 450...600 °С значительно меньше, чем в сталях перлитного класса.
3. Разупрочнение в ЗТВ обусловлено влиянием термического цикла сварки или термообработки сварного соединения на термически обработанный основной металл (нормализации с последующим отпуском). В ЗТВ, где металл был нагрет в интервале Ас1–температура отпуска стали, возникают участки разупрочнения. При этом длительная прочность соединения монет быть снижена на 15...20 % по сравнению с основным металлом. Степень разупрочнения зависит не только от режимов термообработки, но и от параметров процесса сварки. Чем больше величина погонной энергии сварки, тем больше зона разупрочнения.
Разупрочнение металла околошовной зоны могло бы быть устранено объемной термической обработкой, но она ограничивается габаритными размерами печей и другими трудностями. Для уменьшения зоны разупрочнения сварку осуществляют узкими валиками без поперечных колебаний на оптимальных режимах.
4. Холодные трещины – хрупкие разрушения жаропрочных перлитных сталей, возникающие в процессе сварки (или после неё).
Причинами их появления являются образование метастабильных структур (троостита, мартенсита) в участках ЗТВ, нагретых выше Ас1, охрупчивание сварных соединений под влиянием водорода, действия "силового" и "масштабного" факторов.
Образование закалочных структур в сварном соединении определяется системой легирования сталей и скоростью охлаждения при сварке. Так, хромомолибденовые стали менее склонны к закалке, чем хромомолибденованадиевые.
Наиболее трудным является предотвращение образования XT в металле шва и околошовной зоне. Для предотвращения образования XT сварку производят с предварительным подогревом и последующей термообработкой.
Действие силового и масштабного факторов связаны с образованием растягивающих сварочных напряжений первого рода, жесткостью сварных конструкций, размерами изделий и толщиной свариваемых деталей.
Дата добавления: 2016-03-22; просмотров: 1067;