Рожденная в вакууме
Перешагнем сразу через целую цепь технологических операций. И вот мы в цехе подшипникового завода. Автоматический контролер берет шарики по одному и быстро поворачивает их перед окуляром фотоэлемента. Электронный представитель ОТК придирчив, но справедлив. Он не забракует хорошего шарика, но и не пропустит бракованного.
И вот у нас в руках брак. В полированном сверкающем металле высокого качества видны какие‑то черные точки, соринки.
– Посторонние неметаллические включения, – комментирует специалист‑металлург.
Да, конечно, эти шарики не смогут работать в ответственнейших узлах машины – ее подшипниках. Автомат правильно сделал, забраковав их. Но какими путями попали эти соринки в сверхчистый, с превеликой тщательностью выплавленный и обработанный металл?
Таких путей несколько. Первый – их могли занести вместе с нечистыми шихтовыми или шлакообразующими материалами. Второй – это могут быть частицы, выкрошившиеся из футеровки печи или ковша, в котором несли сталь. Третий – это могут быть окислы тех веществ, которые специально вводят в расплавленную сталь для ее очистки, – марганца, алюминия, кальция, титана… И атмосферный воздух, в‑четвертых, нередко является виновником таких образований, главным образом окислов и нитридов.
Как от них избавиться или хотя бы резко снизить их количество?
Ответ на этот вопрос ясен: готовить более чистую шихту, тщательнее ремонтировать футеровку, быстрее разливать металл, чтобы он меньше соприкасался с воздухом. И можно осуществить плавку металла вообще в вакууме.
Это дело, конечно, не простое – накрыть электропечь и автоматическое или имеющее дистанционное управление разливочное устройство колпаком, из‑под которого выкачан воздух. К тому же откачку паров надо вести непрерывно, ибо они в большом количестве выделяются из металла. Частично они были растворены в нем, частично образуются за счет химических реакций, которые в нем протекают во время плавки.
И все же такие печи уже существуют. В них ведут выплавку лучших марок легированных сталей и сплавов титана, хрома и некоторых других металлов, особенно чувствительных к растворенным в них газам.
Бывает очень полезно осуществлять в вакууме хотя бы разливку полученной стали. В этом случае ковш со сталью помещают в вакуум. Из расплава начинают энергично выделяться растворенные в нем газы. Многие неметаллические включения так же быстро всплывают на поверхность металла и уходят в шлак. Сталь становится качественнее.
Так вакуум стал помощником металлурга. И у него большие перспективы стать одним из главных помощников. Недаром в докладе на внеочередном XXI съезде КПСС Н. С. Хрущев сказал: «Для повышения качества продукции намечается организовать широкое использование вакуума в металлургических процессах…»
Бесконечный слиток
И вот тяжелый ковш, вмещающий добрую сотню тонн стали, величественно плывет под сводами цеха.
«Сталь идет!» – говорят в таких случаях в цехе, и это звучит не менее величественно, чем слова «Чугун идет!» – у домны.
Вот ковш над изложницами – огромными чугунными сосудами, вмещающими по нескольку тонн стали. Они готовы принять металл. Их внутренние поверхности тщательно очищены стальными щетками, обдуты воздухом, смазаны особым составом. Огненная струя устремляется в изложницу.
Сталь застывает. Она застывает медленно: ее теплопроводность – нам это уже известно – в десять раз ниже, чем у меди, в шесть раз ниже, чем у алюминия. Не быстро проходит огромное количество выделяющегося при ее кристаллизации тепла через уже застывшие слои металла.
Кристаллизация стали начинается на периферии, с поверхности металла, прикоснувшегося к металлу изложницы. Здесь возникает корка мелких, хаотически расположенных кристаллов. От этой корки уже начинают расти со всех сторон слитка к его середине крупные, хорошо ориентированные кристаллы металла. К середине сталкивают они все посторонние примеси. И здесь, в связи с тем что при застывании сталь уменьшается в объеме, образуется усадочная раковина, слабина, область ослабленного и загрязненного металла.
Хитроумными ухищрениями удается перенести большую часть усадочной раковины в верхнюю часть слитка. А ее, перед тем как пустить слиток в прокатку, отрезают и отправляют на переплавку. Приходится обычно отрезать и отправлять на переплавку и нижнюю часть слитка. Таким образом до 10–15 процентов стали приходится возвращать в мартен. Пятнадцать тонн из каждых ста тонн выплавленной стали!

Пятнадцать процентов на переплавку – это ужасно!
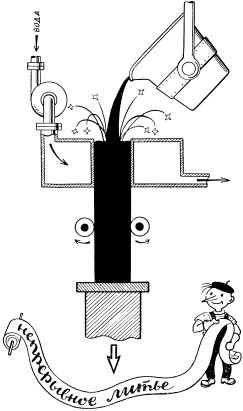
Это дорого да и не очень удобно. И на наших заводах внедряется сейчас новый способ разливки стали – непрерывная разливка.
Ковш с жидким металлом останавливается не над изложницей, а над специальным разливочным устройством. В какой‑то степени оно подобно бункеру, из которого дозаторы равномерно непрерывной струйкой выдают сыпучий материал. Здесь этот материал – жидкая сталь. Отсюда она поступает в кристаллизаторы.
Кристаллизаторы – это квадратные ящики без дна и крышки, зато медные стенки их сделаны двойными и между ними непрерывно циркулирует охлаждающая вода. Вместо дна в кристаллизаторах вставлены куски стали же – так называемые затравки. Вот на них‑то и изливается металл.
Соприкоснувшись с медными стенками кристаллизатора, сталь мгновенно покрывается тонкой корочкой застывшего металла. А затравка начинает опускаться. С ней вместе движется и только что образовавшийся стальной кулек – тонкая пленка твердого металла, содержащая внутри жидкую сталь. Но все толще и прочнее становятся стенки этого кулька, и когда металл выходит из кристаллизатора, они уже достаточно прочны, чтобы удержать, не разлить жидкое содержимое. И тут на их еще белые, пышащие жаром стенки обрушивается дождь мелких водяных брызг – затвердевает весь объем слитка.
И тогда рядом с непрерывно растущим слитком появляется газорезка. Острое лезвие пламени, опускаясь вместе со слитком, отрезает от него кусок длиной метра в два. Стальные руки специальных кантователей бережно подхватывают его и подают на транспортер. Всего пятнадцать минут назад бывший жидкой сталью в ковше слиток готов поступать в валки прокатного стана.
Слиток этот непохож на полученный в изложнице. У него нет усадочной раковины. От него не надо отрезать куски в переплавку. Он превратится в прокат – швеллер, рельс, уголок – в несколько раз быстрее, чем при обычной разливке.
А некоторые отливки и не пойдут на прокат. Ведь кристаллизатору можно придать практически любую форму и сразу получить швеллер, уголок – все, что захочется, устраивало бы только качество металла.
Советский инженер А. Н. Мясоедов предложил конструкцию машины для непрерывной отливки труб, работающей на этом принципе. Кристаллизатор при этом делается круглым, а в центре его сверху спускается внутренний охлаждаемый кристаллизатор. Все остальное целиком и полностью соответствует обычному ходу процесса. Машина Мясоедова предназначена для отливки чугунных труб, но может быть применена и для отливки стальных, медных, латунных и т. д. так же, как и принцип непрерывной разливки может быть применен при производстве самых различных металлов.
Не просто было создать установку для непрерывной разливки. Тысячи опытов пришлось проделать, прежде чем из нее пошел в промышленность первый доброкачественный металл. Это произошло в мае 1955 года в новомартеновском цехе завода «Красное Сормово».
Нельзя сказать, что и сегодня установки непрерывной разливки стали работают идеально, хотя число их за минувшие годы значительно выросло. Нет, конечно, нет! Прежде всего, еще слишком мала их производительность– всего около метра в минуту скорость движения слитка из кристаллизатора. Но ведь и скорость полета первых самолетов составляла всего 40–50 км в час, а сегодня она выросла в 40–50 раз. Вырастет и скорость движения слитка, увеличится и производительность установки. За этим методом разлива стали – большое будущее.
Ворота металла
Да, мимо этой машины нельзя пройти, не заметив ее! Она одна занимает целый гигантский цех, растянувшийся чуть не на полкилометра. Ее главный двигатель имеет мощность в 5–7 тысяч лошадиных сил, а общий вес механизмов составляет 3–4 тысячи тонн.
Это – блюминг.
Блюминг – это ворота, сквозь которые неизбежно проходит весь прокат в стране. Все, что имеется у вас дома, кроме сковородок и чугунов на кухне, – перо в вашей ручке, гвозди, железные детали часов, корпус холодильника, детали замка, коньки, водопроводные трубы, – все сделано из металла, когда‑то прошедшего сквозь эти ворота.
Принципиально устройство блюминга как будто бы и не очень сложно. Главное в нем – прокатные валки диаметром иногда свыше метра. На валках выбраны углубления – ручьи. Именно сквозь них проходит прокатываемый слиток. Верхний валок подвижный – он может опускаться и подыматься, увеличивая и уменьшая просвет между валками. К валкам и от них ведут рольганги. Главный пост управления расположен на возвышении перед станом. Здесь находятся два оператора.
Нелегко раскатать огненное тесто.
Вот слиток – прямоугольная, двухметровой длины глыба металла весом в 5, а то и 8 тонн, раскаленная до температуры в 1100–1220 градусов, разбрасывая искры, выползает из нагревательной печи. Ее подхватывают железные катки рольгангов и несут к валкам блюминга. Перед самой заготовкой те приходят в движение и захватывают ее самым широким ручьем. Словно кусок пластилина в пальцах ребенка, сминается металл в железных ладонях блюминга. Летят искры, и с другой стороны валков выходит уже несколько обжатый слиток. Его подхватывают рольганги и относят на некоторое расстояние от валков.
Нет, работа блюминга еще далеко не закончена. Рольганги не уносят далеко слиток. Они вдруг изменяют направление движения и возвращают его к валкам блюминга. Те несколько сдвинулись, просвет между ними стал меньше. И снова обминается податливый металл.
Так происходит несколько раз. Специальные устройства – кантователи – переворачивают слиток с боку на бок, пока его форма не станет строго соответствовать требующейся. Обычно это бывает прямоугольник со стороной от 125 до 450 мм. Впрочем, иногда блюминги прокатывают и слябы – плоские заготовки толщиной в 75–125 мм, шириной от 400 до 1600 мм.
Но вот требующийся профиль получен. Рольганги относят прокатанный слиток, ставший вдруг неожиданно длинным, в другой конец цеха. Здесь гигантские ножницы отрезают от него концы, которые тут же специальный конвейер уносит на переплавку, и разрезают его на части требующейся длины.
Тяжело было бы рабочему, если бы ему пришлось управлять всеми механизмами гигантского стана, включая и выключая их по ходу операции.
К счастью, гигантская машина хорошо автоматизирована. Оператор только «набирает» на специальном щите требующуюся программу обработки. Он как бы отдает этим приказание, сколько раз пропустить слиток сквозь валки, на какую величину при каждом проходе уменьшать просвет между ними, когда перевернуть слиток и в какой ручей направить. А затем автоматически действующие механизмы точно выполнят все его распоряжения.
Во время прокатки слитка за ним непрерывно наблюдают внимательные зрачки фотоэлементов. Вышел слиток из нагревательной печи, попал на рольганг – и фотоэлементы включают их на движение к валкам главной клети. Прошел он валки – и фотоэлементы переключают вращение рольгангов на обратное. Нет, не ошибаются умные автоматы!
Прошедший блюминг металл поступает в прокатные станы меньшего размера. Они превращают блюмсы в рельсы, швеллеры, двутавры, в сортовой прутковый металл разнообразных размеров и форм сечения. В тот вид, который охотно используется машиностроением, – в прокат.
Так приходит к нам сегодня черный металл. Три основных этапа его превращения мы видели.
Первый этап – рождение из руды в вулканическом жерле доменной печи. Увы, лишь для немногих целей может быть использован получаемый там непрочный сплав железа и углерода, и поэтому его укладывают в пламенную колыбель мартена – окрепнуть, переродиться в сталь.
Второй этап – это переработка чугуна в сталь. Мы насчитали три практически применяемых вида такой переработки – в мартеновских печах, в бессемеровских конверторах и в электропечах. Но не так уж много вещей в нашем народном хозяйстве делается из литой стали. Поэтому слитки стали, полученные в изложницах, пропускают через блюминг и прокатные станы.
Обработка в валках блюминга – третий этап рождения металла.
А не слишком ли длинна эта дорога, которую должен пройти металл только для того, чтобы стать грубой, необработанной заготовкой, из которой еще предстоит сделать полезную вещь – прокатать рельс, отлить маховое колесо двигателя, отковать лемех плуга?
Великий ускоритель
«Так как горением в таком газе (воздухе, обогащенном кислородом. – М. В .) можно получить очень высокие температуры, полезные во многих (особенно при освещении и в металлургии) применениях, то быть может, что придет время, когда указанным путем станут на заводах и вообще для практики обогащать воздух кислородом…»
Это написал великий Менделеев в своих «Основах химии». Сто лет прошло с тех пор, и мы сегодня видим в применении кислорода один из важных путей интенсификации и совершенствования металлургии. Как далеко вперед умел предвидеть русский химик!
Мы уже говорили о ряде применений кислорода при производстве стали. Однако их значительно больше, чем мы перечислили.
Хорошие результаты дает обогащение кислородом дутья в доменных печах. Правда, при этом резко сужается факел пламени у фурм, через которые подается дутье, но это не мешает обычно нормальному ходу процесса. Зато велики выгоды.
Снижение количества азота в дутье уменьшает его общее количество и, значит, позволяет газам медленнее двигаться через слои шихты. Это улучшает процесс.
Медленное движение газов и снижение их количества позволяют им лучше охлаждаться, подходя к колоснику. Это уменьшает тепловые потери доменного процесса с отходящими газами.
Становится более богатым, энергоемким колошниковый газ. При дутье, содержащем 35 процентов кислорода, получается колошниковый газ, не уступающий по теплотворной способности обыкновенному генераторному.
Ну и, конечно, значительно растет производительность домны. К тому же обогащение дутья кислородом до 35 процентов его содержания не требует конструктивной переделки печи.
Интенсифицирует кислород и мартеновский передел стали. На многих заводах страны уже применяется обогащение подаваемого в мартены воздуха.
Никакой специальной переделки мартеновских печей это не требует, а процесс начинает идти значительно интенсивнее.
Применяется и продувание кислорода сквозь жидкий металл, находящийся в мартеновской печи. Для этого служат специальные фурмы, вводимые в нужный момент сверху в металл. Это несколько напоминает применение кислорода в бессемеровском конверторе.
И в результате на заводе «Запорожсталь», например, продолжительность плавки сокращается с девяти часов до шести.
Добавочный кислородный паек не помешает.
Интересны опыты с продувкой чугуна кислородом прямо в ковше, до заливки его в мартен. При этом – как это похоже на кислородное бессемерование! – частично выгорают кремний, марганец, углерод и можно варить из такого чугуна сталь в мартене без всякой добавки железного лома.
…Все чаще применяется кислород в производстве черного металла. Но это еще только первые шаги. Более крупные великий ускоритель сделает в ближайшем будущем.
В своем докладе на XXI съезде КПСС Н. С. Хрущев подчеркнул, что применение кислорода в металлургии найдет в годы семилетки широчайшее применение. «За счет этого, – сказал он, – можно будет увеличить производительность доменных печей на 8–10 процентов, мартеновских печей – на 20–30 процентов».
Дорогу кислороду!
Дата добавления: 2016-01-29; просмотров: 914;