Выпиливание лобзиком по металлу.
Выпиливание лобзиком — одна из самых сложных и ответственных операций индивидуального изготовления ювелирных изделий. Сущность выпиливания лобзиком заключается в удалении фоновых частей (фона), детали или рисунка, после чего остается сложная конструкция или ажурный орнамент.
Лобзик представляет собой небольшого размера станок (типа ножовочного) для натяжения режущей пилки Конструкция лобзика позволяет регулировать и фиксировать его размеры по длине, что дает возможность закреплять сломанные пилки и использовать их с максимальной экономичностью. Зажимные щечки лобзика имеют зубчатую рабочую поверхность для надежного захвата концов пилки и удержания ее в натяжении. Зажатие пилки производится с помощью болта (барашка).
Пилки для лобзика — это закаленная проволока прямоугольного сечения, на рабочей грани которой имеются наклонно-зубчатые насечки. Пилки различают по размерам их сечений и величине зубьев. С уменьшением толщины и высоты пилок уменьшаются размеры их зубьев. Лобзиковые пилки по металлу обозначаются номером, которому соответствует определенная ширина полотна. Изменение ширины полотна влечет пропорциональное изменение величины зуба, поэтому размер пилки выбирают по ширине. Нумерация пилок зарубежных фирм изменяется в диапазоне от 1 до 10. Соответствие ширины номеру пилки у всех зарубежных фирм одинаково при постоянной длине 130 мм.
Лобзик рассчитан на работу в вертикальном положении (Ручкой вниз), поэтому пилка закрепляется направлением режущих зубьев в сторону ручки (вниз). Пилка, находясь в рабочем состоянии, должна быть умеренно натянута. Слабое натяжение не сможет обеспечить точного пропила (по разметке). Излишне сильное натяжение при малейшем перекосе в прорези вызывает излом пилки, что мешает маневрированию при выпиливании криволинейных прорезей на малых участках. Натяжение пилки считается нормальным, если при упругом нажатии сбоку на середину пилки отклонение ее от оси составит около 3 мм.
Заготовка должна опираться на горизонтальную сторону финагеля и придерживаться левой рукой. Для выпиливания узора изделие просверливают, места сверления располагают в тех частях рисунка, которые будут удалены. Диаметр отверстия выбирают, таким, чтобы пилка свободно проходила в него. Пропиливая узор, следует сохранять заданный угол пропила; при его изменении пилку заклинивает и она ломается. Пилка должна двигаться легко даже при изменении направления пропила, для этого ее периодически сказывают воском.
Изготовление ювелирных изделий не обходится без выпиливания лобзиком. Наряду с выпиливанием ажурных узоров им выполняют еще ряд операций, таких, как вырезание гнезд для камней, пропиливание всечек, распиливание деталей по разметке, подчистка узоров в труднодоступных местах. Малые размеры ювелирных изделий, сложность их конфигурации заставляют ювелира работать лобзиком на опасном расстоянии пилки от пальцев, поэтому ювелир при выпиливании должен быть предельно внимательным. Не следует прилагать усилий в местах возможного срыва пилки в сторону пальцев, пытаться высвободить заклинившую пилку силой или направлять пилку на разметку пальцем.
3.3. Разрезание листового металла.
Разрезание - процесс разделения заготовки на части, удаления излишков металла, вырезание отверстий.
Тонкий листовой металл разрезают ножницами, профильный материал, трубы и толстые листы – ножовкой. Допустимая толщина листового металла, разрезаемого ручными ножницами, приведена в табл.2.
Таблица 2.
| Металл | Допустимая толщина, мм | Металл | Допустимая толщина, мм |
| Cталь | 0,7 | Дюралюминий | 1,0 |
| Латунь | 0,8 | Алюминий | 2,5 |
| Мельхиор | 0,8 | Серебро 875 | 0,8 |
| Медь | 1,0 | Серебро чистое | 1,0 |
Более толстый листовой, а также полосовой и прутковый металл разрезают рычажными и другими машинными ножницами. Различают прямые правые и прямые левые ножницы. У правых ножниц верхнее лезвие (по отношению к нижнему) находится справа, у левых- слева (рис.). В большинстве случаев применяют правые ножницы, так как линии разметки при работе ими хорошо видны; левыми ножницами пользуются при вырезании криволинейных деталей, при этом резать нужно по направлению хода часовой стрелки, располагая ножницы так, чтобы они не закрывали лезвием линии разметки (рис.)
Если ту же операцию производят правыми ножницами, то резание ведут в направлении против хода часовой стрелки.
Применяют также ножницы с кривыми лезвиями специально для разрезания по кривым линиям.
Разрезание листового металла производят по заранее нанесенной разметке и ножницы располагают так, чтобы верхнее лезвие всегда находилось над разметочной линией. При разрезании листа отрезаемую часть отгибают (левой рукой) вверх, что облегчает процесс и предохраняет правую руку от пореза.
Рис. 3 Разметка. Положение чертилки:
а) неправильно; б) правильно
При разрезании листа на узкие полосы его нужно положить на стол и следить за тем, чтобы нижнее лезвие опиралось на стол, а отрезаемые полосы отгибались вперед.
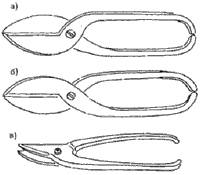
Рис. 4 Ручные ножницы:
а) прямые правые; б) прямые левые; в) кривые левые
Ножницы нужно раскрывать несильно - примерно на 2/3 длины лезвия, тогда они хорошо захватывают и режут металл; сильно раскрытые ножницы выталкивают металл. Лезвия ножниц должны быть перпендикулярны к плоскости листа, при перекосе они мнут металл, образуются заусенцы, а ножницы заедает. Ножницы нужно все время плотно прижимать к концу прореза, иначе неизбежно появятся заусенцы.
Вырезку отверстий в деталях лучше выполнять кривыми ножницами.
Стуловые (или кровельные) ножницы применяют для разрезания более толстых листов (до 2-3 мм). Они отличаются тем, что верхняя рукоятка удлинена до 400-800 мм, а нижняя изогнута и крепится к верстаку. На этих ножницах работают всей рукой (а не кистью, как в ручных), что значительно увеличивает силу разрезания.
У рычажных ножниц нижнее лезвие неподвижное, закреплено на столе, а верхнее сочленено с ним посредством шарнира. Ножницы снабжены прижимным устройством, которое гасит опрокидывающий момент, возникающий в процессе резания. Они позволяют разрезать стальные листы толщиной до 2 мм.
Для этой цели существует также целый ряд машинных, или механических, ножниц: дисковые, вибрационные и др.
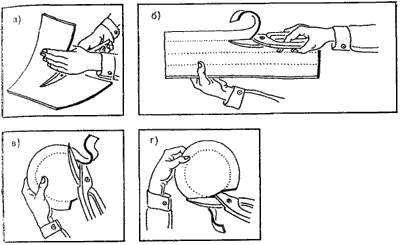
Рис. 5. Разрезание ножницами:
а) разрезание листа на широкие полосы; б) разрезание листа левыми ножницпми;
в),г) вырезание заготовки круглой формы; в) неправильно; г) правильно
Профильный металл и трубы разрезают ручными или механическими ножовками. Ручная ножовка состоит из станка или рамы и вставленного в него сменного ножовочного полотна (рис., а). Полотна бывают с мелким зубом (шаг которых 0,8-1 мм) и с более крупным (шаг-1,25 и 1,6 мм). Зубья полотна, установленного в станке, направлены остриями вперед. Степень натяжения полотна не должна быть слабой - в этом случае разрез получается косой, а полотно легко ломается. При чрезмерном натяжении полотно также легко ломается при малейшем перекосе. Натяжение полотна проверяют поворотом его на 1/8 часть окружности, взяв двумя пальцами посредине его длины.
При работе ножовку держат за ручку правой рукой, а левой поддерживают передний ее конец в горизонтальном положении, как показано на рис., б. Нельзя работать ножовкой без ручки, так как острый хвостовик ножовки может поранить работающего. При этом левой рукой, которая находится впереди, производят нажим, а правая рука только перемещает ножовку; во время движения назад (к себе) нажим не производится, так как нажим при холостом ходе ведет к быстрому затуплению зубьев. Перед концом разрезания усилие уменьшается.
При разрезании толстых заготовок полотно смазывают машинным маслом. Если распил получается косой (идет не по риске), не следует пытаться исправить направление поворотом ножовки - полотно сломается. Нужно начать новый разрез с противоположной стороны, повернув заготовку. Если полотно сломалось и заменено новым, то, продолжая разрезание новым полотном, нужно иметь в виду, что старое, изношенное, полотно дает более узкий пропил, и новым полотном надо начинать резать в другом месте.
При разрезании массивных заготовок длина пропила большая и резать трудно; для облегчения работы ножовку наклоняют последовательно то к себе, то от себя, при этом резание идет не по всей ширине и процесс резания облегчается.
Граненые изделия начинают резать с грани, а не с угла. Полосовой металл разрезают по узкой грани - это производительней. Очень тонкий материал режут по широкой грани, так как при врезании зубья цепляются и полотно может легко сломаться. Обычно для облегчения врезания делают небольшой пропил трехгранным напильником или направляют полотно сбоку большим пальцем левой руки.
Очень тонкий материал режут, зажав его между деревянными брусками толщиной 15-30 мм вместе с брусками.
Новое полотно в ножовке сначала используют для разрезания мягких металлов (меди, латуни, алюминия и др.), а когда оно немного затупится - для стали и чугуна.
Для отрезания полосы от листа полотно поворачивают относительно станка на 90° и осторожно режут при горизонтальном положении, так как от собственного веса ножовки полотно легко ломается.
При вырезании отверстий в листовом металле сначала сверлят отверстие, в которое можно ввести полотно, затем собирают ножовку и приступают к резанию.
При разрезании труб сначала ножовку держат горизонтально; когда стенка трубы окажется пропиленной, ее наклоняют на себя. При дальнейшей работе трубу поворачивают на 45-90° от себя и продолжают резать.
Разрезаемые изделия необходимо надежно зажимать в тисках, иначе в процессе разрезания оно может сместиться и хрупкое полотно сломается.
Дата добавления: 2015-08-21; просмотров: 12979;