Электроды
Ручную сварку высокопрочных низколегированных сталей выполняют электродами АНП-2, которые отвечают типу Э70 и имеют фтористо-кальцие-вое покрытие. Коэффициент наплавки электродов не менее 9 г /(А-ч), коэффи-циент перехода металла в шов не менее 96 %. Металл, наплавленный электро-дами АНП-2, имеет следующий состав: <0,1 % С; 0,8...1,2 % Мn; 0,2...0,4 % Si; 0,6...0,1 % Сг; 0,2...0,4 % Мо; 1,3... 1,8 % Ni; < 0,03 % S и < 0,03 % Р. Это поз-воляет обеспечивать необходимые показатели механических свойств металла швов:  0 2 > 590МПа; в >720 МПа;
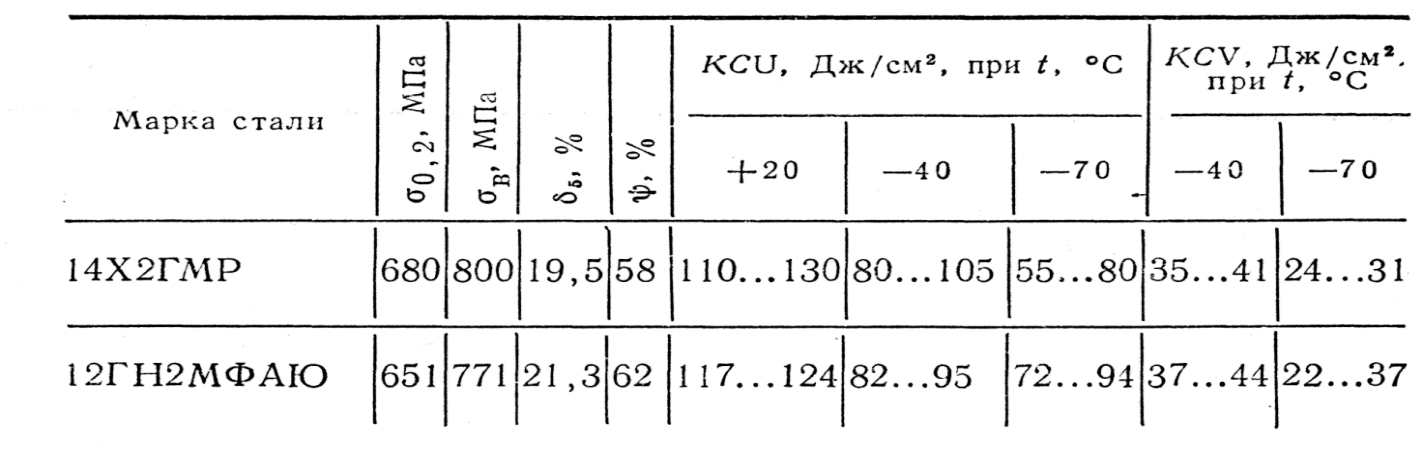
0 2 > 590МПа; в >720 МПа;  5 >17 %; KCU>49 Дж/см2 при - 70° С (табл. 5).
5 >17 %; KCU>49 Дж/см2 при - 70° С (табл. 5).
Таблица 5 – Механические свойства металла шиа при ручной дуговой сварке электродами АНП-2 стыковых соединений высокопрочных сталей
Особенностью электродов АНП-2 является низкое содержание водорода в наплавленном металле. После прокалки при температуре 420...450° С содержание диффузионного водорода не превышает 2 мл/100 г металла.
Электроды АНП-2 технологичны при сварке во всех пространственных положениях. Для сварки применяют постоянный ток обратной полярности. Сварочный ток устанавливают в соответствии с диаметром электрода и положением шва. Электроды обеспечивают устойчивое горение дуги, хорошее формирование шва, легкую отделимость шлаковой корки, незначительные потери расплавленного металла от разбрызгивания. Металл шва, выполненный электродами АНП-2, устойчив к образованию кристаллизационных трещин, не склонен к образованию опор.
Сварку высокопрочных сталей с низколегированными сталями повышен-ной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД, 15ХСНД, а также с низкоуглеро-дистой сталью СтЗ выполняют электродами УОНИ-13/45А или УОНИ-13/55А.
Для сарки среднеуглеродистыхвысокопрочных сталей типа 42Х2ГСНМА, 30Х2ГСНВМА рекомендуются электроды ВИ10-6 типа Э100 (стержень Св-18ХМА) и типа Э85-НИАТ-3М со стержнем Св-08А. Возможно применение аустенитных электродов Э-10Х20Н9Г6С, Э-06Х19Н11Г2М2. Сварные соеди-нения не подвергаются термообработке.
Дата добавления: 2015-08-11; просмотров: 1461;