СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК НА ФРЕЗЕРНЫХ СТАНКАХ
На рис. 11.8 показаны схемы обработки заготовок на станках фрезерной группы.
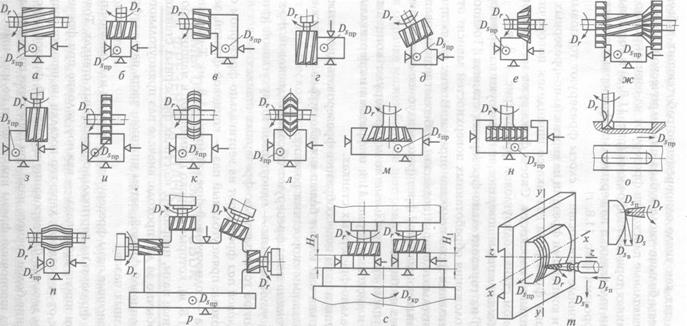
Рис. 11.8. Схемы обработки различных поверхностей заготовок на горизонтально- и вертикально-фрезерных станках [а-п], продольно- и карусельно-фрезерных станках (р, с) и копировально-фрезерных автоматах (т):
а, б — горизонтальных плоскостей; в, г — вертикальных плоскостей; д, е — наклонных плоскостей и скосов; ж — комбинированных поверхностей; з, и — уступов и прямоугольных пазов; к, л — фасонных пазов; м, н — клиновых пазов; о — шпоночных пазов; п — фасонных поверхностей; р, с — одновременная обработка нескольких поверхностей: Н1 и Н2 — размеры заготовки после первой и чистовой обработки соответственно; т — сложных поверхностей;  — неподвижная опора;
— неподвижная опора;  — зажим
— зажим
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 11.8, а) и на вертикально-фрезерных станках торцовыми фрезами (рис. 11.8, б). Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. В большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами вследствие | большей жесткости их закрепления в шпинделе и более плавной работы, так как число одновременно работающих зубьев торцовой фрезы больше числа зубьев цилиндрической фрезы.
Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 11.8, в) и торцовыми фрезерными головками, а на вертикально-фрезерных станках концевыми фрезами (рис. 11.8, г).
Наклонные плоскости и скосы фрезеруют торцовыми (рис. 11.8, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рис. 11.8, е).
Комбинированные поверхности фрезеруют набором фрез (рис. 11.8, ж) на горизонтально-фрезерных станках. Точность взаиморасположения обработанных поверхностей зависит от жесткости крепления фрез по длине оправки. В этих целях применяют дополнительные опоры (подвески), избегают использования несоразмерных по диаметру фрез (рекомендуемое отношение диаметров фрез не более 1,5).
Уступы и прямоугольные пазы фрезеруют концевыми (рис. 11.8, з) и дисковыми (рис. 11.8, и) фрезами на вертикально- и горизонтально-фрезерных станках.
Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Фасонные пазы фрезеруют фасонной дисковой фрезой (рис. 11.8, к), угловые пазы — одноугловой и двухугловой (рис. 11.8, л) фрезами на горизонтально-фрезерных станках.
Клиновой паз фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз — концевой фрезой, затем скосы паза — одноугловой фрезой (рис. 11.8, м); Т-образные пазы (рис. 11.8, н), которые широко применяют в машиностроении как станочные пазы, например, на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля — концевой фрезой, затем нижнюю часть паза — фрезой для Т-образных пазов.
Шпоночные пазы фрезеруют концевыми или шпоночными (рис. 11.8, о) фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза - важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр шпоночной фрезы практически не изменяется.
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис. 11.8, л).
Применение фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатывают набором фасонных фрез.
Горизонтальные, вертикальные, наклонные плоскости и пазы одновременно обрабатывают на продольно-фрезерных двухстоечных станках торцовыми и концевыми фрезами с движением продольной подачи стола, на котором в приспособлении закреплена корпусная заготовка (рис. 11.8, р).
Горизонтальные плоскости по методу непрерывного фрезерования обрабатывают на карусельно-фрезерных станках торцовыми фрезами (рис. 11.8, с). Заготовки устанавливают в приспособлениях, равномерно расположенных по окружности стола, и сообщают им движение круговой подачи DSкp. Заготовка сначала проходит черновую обработку (размер Н]), а затем фрезой, установленной во втором шпинделе, заготовку обрабатывают окончательно (размер Н2).
Пространственно-сложные поверхности обрабатывают на копировально-фрезерных полуавтоматах (рис. 11.8, т) специальной концевой фрезой. Фрезерование ведут по трем координатам: х, у, z (объемное фрезерование).
Дата добавления: 2015-08-21; просмотров: 5444;