Классификация и свойства чугунов
Чугунами называются железоуглеродистые сплавы, содержащие более 2,14 % углерода и, согласно диаграмме «Fe–Fe3C», затвердевающие с образованием эвтектики. Благодаря хорошим литейным свойствам, достаточной прочности, износостойкости при относительно низкой стоимости чугуны получили широкое распространение в машиностроении. Их применяют при получении отливок сложной формы при отсутствии высоких требований к размерам деталей и их массе.
Выплавляют чугун в доменных печах и получают передельные (белые), специальные (ферросплавы) и литейные (серые) чугуны. В зависимости от того, в какой форме находится углерод в сплавах, различают белые, серые, высокопрочные и ковкие чугуны.
Если весь углерод, входящий в состав чугуна, находится в связанном виде как химическое соединение Fe3С, то такой чугун называется белым. Его излом светлый, с металлическим блеском, отчего и происходит название. По структуре белые чугуны подразделяются на доэвтектические, эвтектические и заэвтектические. Любой белый чугун содержит эвтектику – ледебурит, которая в момент образования состоит из аустенита и цементита, а при охлаждении ниже 727 ºС– из перлита и цементита (рис. 6.1).
Большое количество цементита в структуре придает белым чугунам высокую твердость (4500–5500 НВ), износостойкость, хрупкость. Из-за очень низкой пластичности и плохой обрабатываемости резанием белые чугуны ограниченно применяются в машиностроении.
Для получения белого чугуна необходимо быстрое охлаждение отливки при минимальном количестве кремния и присутствие отбеливающих элементов – марганца или хрома. При таких условиях зарождение кристаллов графита становится невозможным и весь углерод идет на образование цементита.
Ограниченное применение имеют отбеленные чугуны – отливки, у которых сердцевина имеет структуру серого чугуна, а поверхностный слой имеет структуру белого чугуна. Так можно изготовить валки прокатных станов, тормозные колодки, шары мельниц для размола горных пород, лемеха плугов и другие детали, на поверхности которых требуется высокая износостойкость.
Придать обрабатываемость белым чугунам можно только после того, как цементит распадется на графит и феррит. Графит обеспечивает пониженную твердость, хорошую обрабатываемость резанием, высокие антифрикционные свойства вследствие низкого коэффициента трения. Но включения графита снижают прочность и пластичность сплава. Серые, высокопрочные и ковкие чугуны различаются условиями образования графитных включений.
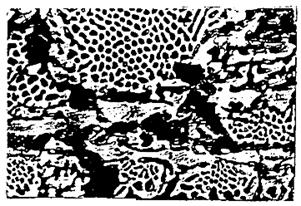
Рис. 6.1. Микроструктура белого эвтектического (4,3 % углерода) чугуна
Серыми называются чугуны с пластинчатой формой графита. Его излом темно-серый, без блеска, отчего и происходит название. Серый чугун – сплав сложного состава, содержащий основные элементы: Fe, C, Si и постоянные примеси: Mn, P, S. Содержание этих элементов находится в следующих пределах: 2,2–3,7 % С; 1,0–3,0 % Si; 0,2–1,1 % Мn; 0,02–0,2 % S; 0,02–0,3 % Р.
Углерод оказывает влияние на качество чугуна. Чем выше концентрация углерода, тем больше выделений графита и ниже механические свойства чугуна, но пониженное содержание углерода приводит к ухудшению литейных свойств. Поэтому для толстостенных отливок применяют чугун с более низким содержанием углерода, а для тонкостенных – с более высоким. Максимальное содержание углерода в серых чугунах ограничивается доэвтектической концентрацией.
Кремний обладает сильным графитизирующим действием – способствует выделению графита при кристаллизации чугуна и разложению выделяющегося цементита.
Марганец затрудняет графитизацию чугуна, но улучшает механические свойства.
Сера – это вредная примесь. Она ухудшает механические и литейные свойства чугуна, понижает жидкотекучесть, увеличивает усадку и повышает склонность к образованию трещин.
Фосфор в небольшом (до 0,3 %) количестве растворяется в феррите. При большем содержании он образует вместе с железом и углеродом фосфидную эвтектику, которая плавится при температуре 950 °С, что увеличивает жидкотекучесть чугуна, но при этом повышается твердость и хрупкость. Так в чугунах для художественного литья используется чугун с 1 % фосфора.
На структуру и свойства чугуна сильно влияют технологические факторы, особенно скорость охлаждения, которая зависит от толщины стенки отливки. Чем больше толщина стенки, тем медленнее охлаждается отливка и тем полнее проходит процесс графитизации. С увеличением скорости охлаждения создаются условия для первичной кристаллизации: из жидкой фазы выделяется цементит, вследствие распада которого при дальнейшем охлаждении образуется графит. Иногда ледебурит не разлагается полностью, а остается в структуре чугуна.
Механические свойства серого чугуна зависят от свойств металлической основы, но главным образом от количества, формы и размеров графитовых включений. Графит играет роль надрезов в металлической основе чугуна. Поэтому независимо от структуры основы относительное удлинение при растяжении серого чугуна не превышает 0,5 %. Чем меньше и разобщеннее графитные включения, тем меньше их отрицательное влияние на прочность. Сопротивление разрыву, твердость и износостойкость чугунов растут с увеличением количества перлита в структуре. Значительно слабее влияние графита при изгибе и особенно при сжатии.
Прочность при сжатии и твердость определяются в основном структурой металлической основы чугунов. Они близки к свойствам стали с той же структурой и составом, что и металлическая основа чугуна. Серый чугун обладает способностью гасить механические колебания, не чувствителен к надрезам, хорошо обрабатывается резанием. Из него изготавливают детали разного назначения – от нескольких граммов (поршневые кольца двигателей) до отливок в десятки тонн (станины станков). Выбор марки чугуна для конкретных условий работы определяется совокупностью технологических и механических свойств. Детали из серого чугуна изготавливают литьем с последующей обработкой резанием.
Таблица 6.1
Механические свойства и структура некоторых марок серого чугуна
| Марка | σВ, МПа | δ, % | НВ, МПа | Структура |
| Серый чугун (ГОСТ 1412–85) | ||||
| СЧ15 | – | 1630–2100 | Ф | |
| СЧ25 | – | 1800–2500 | Ф+П | |
| СЧ35 | – | 2200–2750 | П |
Маркировка серых чугунов определяется ГОСТ 1412–85 и состоит из букв СЧ и числа, показывающего значение предела прочности при растяжении в кгс/мм2, например: СЧ30.
Ферритные чугуны СЧ10, СЧ15 предназначены для слабо- и средненагруженных деталей: крышки, фланцы, корпуса редукторов, тормозные барабаны и т. д. Феррито-перлитные серые чугуны СЧ20, СЧ25 применяют для деталей, работающих при повышенных нагрузках: блоки цилиндров, барабаны сцепления, зубчатые колеса, станины станков и т. д. (рис. 6.2).
Перлитные серые модифицированные чугуны СЧ30, СЧ35 имеют более высокие механические свойства из-за мелких графитных включений. Измельчение графита достигается путем модифицирования жидкого чугуна ферросилицием или силикокальцием в количестве 0,5 % от массы чугуна. Модифицированные чугуны обладают более высокими свойствами и хорошей герметичностью. Их применяют для корпусов насосов, компрессоров, гидроприводов, тормозной пневматики и др.
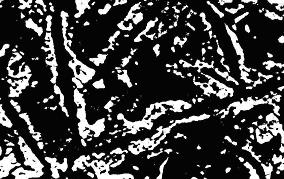
Рис. 6.2. Микроструктура феррито-перлитного серого чугуна
Для деталей, работающих при повышенных температурах, применяют легированные серые чугуны: жаростойкие – дополнительно содержат Cr и Al, жаропрочные – Cr, Ni и Mo. Отливки из серого чугуна подвергают термической обработке для снятия внутренних напряжений и стабилизации размеров. Такой нагрев составляет ~ 560 °С.
Высокопрочными называют чугуны, в которых графит имеет шаровидную форму. Их получают путем модифицирования – в жидкий чугун добавляют магний в количестве 0,02–0,08 %. Магний вводится в ковш перед заливкой в формы не в чистом виде, а в виде лигатуры – сплава магния с никелем. Магний является поверхностно-активным элементом: в расплаве атомы магния образуют препятствия на поверхности растущего кристалла графита, увеличивая его поверхностную энергию. Поэтому становится энергетически выгодным образование кристалла с наименьшим отношением поверхности к объему, т. е. шару. После модифицирования высокопрочный чугун имеет следующий химический состав: 3–3,6 % С;
1,8–2,9 % Si; 0,4–0,7 % Мn; 0,02–0,08 % Mg; до 0,15 % Р; до 0,03 % S.
По химическому составу высокопрочные чугуны не отличаются от серых, но шаровидный графит является менее сильным концентратором напряжений, чем пластинчатый, поэтому прочность и пластичность этих чугунов выше, чем серых. Значения механических свойств высокопрочных чугунов приведены в таблице 6.2.
В соответствии с ГОСТ 7293-85 марка высокопрочного чугуна состоит из букв ВЧ и числа, показывающего значение предела прочности при растяжении в кгс/мм2, например: ВЧ50.
По структуре металлической основы высокопрочные чугуны могут быть ферритными или перлитными. Ферритный чугун состоит в основном из феррита и шаровидного графита; допускается до 2 % перлита. Структура перлитного чугуна состоит из сорбитообразного или пластинчатого перлита и шаровидного графита, допускается до 20 % феррита (рис. 6.3).
Таблица 6.2
Механические свойства и структура некоторых марок
высокопрочного чугуна
| Марка | σв, МПа | δ, % | НВ, МПа | Структура |
| Высокопрочный чугун (ГОСТ 7293–85) | ||||
| ВЧ35 | 1400–1700 | Ф | ||
| ВЧ45 | 1400–2250 | Ф+П | ||
| ВЧ60 | 1920–2270 | Ф+П | ||
| ВЧ80 | 2480–3510 | П | ||
| ВЧ100 | 2700–3600 | Б |
Высокопрочные чугуны способны заменять сталь во многих изделиях и конструкциях. Они могут работать при высоких циклических нагрузках и в условиях износа. Из них изготавливают оборудование прокатных станов, кузнечно-прессовое оборудование, корпуса паровых турбин, коленчатые валы в тракторо- и автомобилестроении, поршни двигателей и др.
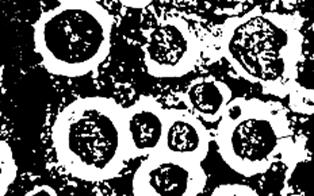
Рис. 6.3. Микроструктура феррито-перлитного высокопрочного чугуна
В некоторых случаях для улучшения механических свойств чугунов применяют термическую обработку: закалку и отпуск для повышения прочности и отжиг – для увеличения пластичности.
Ковкими называются чугуны, в которых графит имеет хлопьевидную форму. Их получают отжигом белых доэвтектических чугунов. Графит в ковких чугунах формируется при термической обработке и в такой форме меньше снижает механические свойства металлической основы. Отливки из белых чугунов должны быть тонкостенными, толщиной не более 50 мм, иначе в сердцевине при кристаллизации выделяется пластинчатый графит и чугун становится непригодным для отжига. По этой причине в ковких чугунах находится пониженное содержание углерода и кремния: 2,4–2,9 % С; 0,8–1,5 % Si; 0,2–0,9 % Мn; до 0,2 % S; до 0,18 % Р.
Рис. 6.4. Схема режима отжига белого чугуна с получением
ферритного (1) и перлитного (2) ковкого чугуна
Отжиг на ферритный чугун проводится по режиму 1 (рис. 6.4), что обеспечивает графитизацию в две стадии. Первая стадия графитизации при температуре 950 ºС состоит в распаде цементита, находящегося в ледебурите. Это приводит к образованию структуры аустенита и включений углерода отжига. Вторая стадия графитизации протекает при медленном охлаждении в эвтектоидном интервале температур 720–740 °С. В процессе этой выдержки распадается цементит перлита. В результате такого отжига продолжительностью 60–80 часов формируется структура, состоящая из феррита и углерода отжига (рис. 6.5).
Перлитный ковкий чугун получают по режиму 2 (рис. 6.4). Продолжительность графитизации при температуре 1000 °С увеличивается, после чего отливки непрерывно охлаждают до комнатной температуры. Графитизации цементита, входящего в состав перлита, не происходит, поэтому чугун приобретает структуру перлита с включениями углерода отжига.
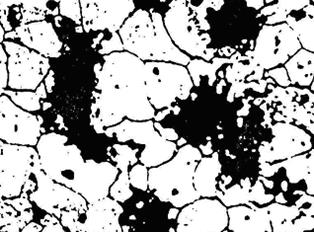
Рис. 6.5. Микроструктура ферритного ковкого чугуна
В отличие от пластинчатого графита в сером чугуне хлопьевидные включения меньше снижают механические свойства металлической основы, что делает ковкий чугун прочнее серого, хотя уступает высокопрочному чугуну (см. табл. 6.3).
Таблица 6.3
Механические свойства и структура некоторых марок
ковкого чугуна
| Марка | σв, МПа | δ, % | НВ, МПа | Структура |
| Ковкий чугун (ГОСТ 1215–79) | ||||
| КЧ30–6 | 1000–1630 | Ф+ до 10%П | ||
| КЧ35–8 | 1000–1630 | |||
| КЧ37–12 | 1100–1630 | |||
| КЧ45–7 | 1500–2070 | |||
| КЧ60–3 | 2000–2690 | П+ до 20%П | ||
| КЧ80–1,5 | 1,5 | 2700–3200 |
Название «ковкий» условное, деформировать ковкие чугуны нельзя. В обозначении ковкого чугуна первая цифра показывает значение предела прочности при растяжении в кгс/мм2, вторая – относительное удлинение в %, например, КЧ45–7.
Ковкие чугуны широко применяются в сельскохозяйственном, автомобильном и текстильном машиностроении. Из них изготавливают детали высокой прочности, работающие в условиях износа при ударных и знакопеременных нагрузках. Хорошие литейные свойства исходного белого чугуна позволяют получать отливки сложной формы и малой толщины: крышки картеров, редукторов, ступицы, муфты, втулки, звенья и ролики цепей конвейера.
Недостатком ковких чугунов является их более высокая стоимость из-за продолжительного отжига.
7. ТЕОРИЯ И ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ
УГЛЕРОДИСТЫХ СТАЛЕЙ
Дата добавления: 2015-04-25; просмотров: 1486;