Технологические процессы механической обработки
· Технологические процессы обработки резанием. Лезвийная обработка
Согласно ГОСТ 3. 1109-82 к технологическим процессам механической обработки относятся процессы обработки давлением (рассмотрены в лекции 9) или резанием.
Обработка резанием является основным технологическим приемом изготовления деталей машин. Этот метод является универсальным и позволяет обрабатывать детали с высокой точностью. Он обладает малой энергоемкостью и высокой производительностью. Современные тенденции развития машиностроения требуют разработки новых видов обработки резанием, режущих инструментов. Одним из лидеров в таких разработках является «СТАНКИН». Ученые нашего университета являются авторами множества инновационных разработок в области режущих инструментов. Широко известны работы Григорьева С.Н., Волосовой М.А., Гречишникова В.А., Верещаки А.С., Петухова Ю.П., Старкова В.К. и многих других.
Под обработкой резанием в машиностроении понимают процесс, заключающийся в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки (ГОСТ 3. 1109-82). Образование поверхностей сопровождается деформированием и разрушением поверхностных слоев материала. Процессы резания осуществляются режущим инструментом.
В зависимости от применяемого режущего инструмента различают следующие процессы обработки материалов резанием (рис.12.1):
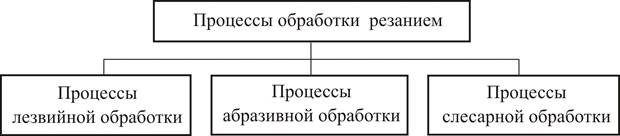
Рис. 12.1. Процессы обработки резанием
Выбор технологом процесса лезвийной обработки резанием определяется следующими параметрами:
- видом и направлением главного движения резания,
- сообщением его инструменту или заготовке,
- видом и направлением движения подачи,
- формой получаемой поверхности,
- видом и типом режущего инструмента.
С учетом перечисленных признаков, существующие процессы лезвийной обработки условно можно классифицировать следующим образом (рис. 12.2). Эта классификация наиболее удобна с точки зрения их понимания.
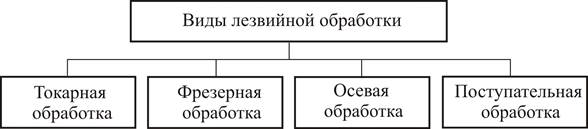
Рис. 12.2. Простейшая классификация видов лезвийной обработки
· Токарная обработка. Процесс токарной обработки материалов заключается в обработке тел вращения режущим инструментом - резцом. Процесс резания при токарной обработке осуществляется при вращательном главном движении, сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном) движении подачи, сообщаемом резцу. Движение резца (подачи) осуществляется в продольном и поперечном направлениях.
Основными процессами токарной обработки являются:
- обработка наружных цилиндрических поверхностей,
- обработка наружных конических поверхностей,
- обработка торцов и уступов,
- вытачивание пазов и канавок,
- отрезка заготовки,
- обработка внутренних цилиндрических и конических поверхностей,
- нарезание внешней и внутренней резьб,
- обработка фасонных поверхностей,
- накатывание рифлений.
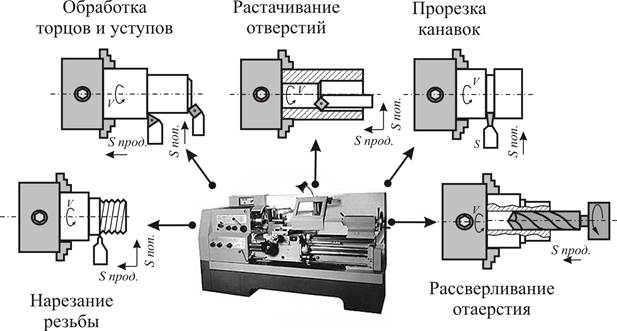
Рис. 12.3. Токарно-винторезный станок и процессы, выполняемые на нем
Токарную обработку ведут на станках токарной группы(рис. 12.3). К ним относятся:
- токарно-винторезные,
- токарно-карусельные,
- токарно-револьверные,
- одно - и многошпиндельные автоматы и полуавтоматы,
- станки тонкого точения.
Универсальность металлорежущего станка расширяется применением принадлежностей и приспособлений. На токарном станке основными из них являются: патроны, центры, люнеты. Применяются и вспомогательные приспособления: сверлильный патрон, переходные втулки, хомутики.
На рис. 12.4. показаны операции условного технологического процесса изготовления на токарном станке детали «втулка» из стального прутка с использованием трех - кулачкового патрона и различного металлорежущего инструмента.
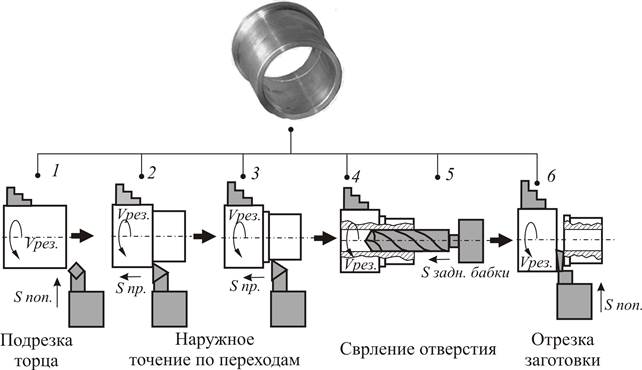
Рис. 12.4. Операции технологического процесса изготовления детали «втулка» на универсальном токарно-винторезном станке
· Фрезерная обработка. Под фрезерованием в машиностроении понимают высокопроизводительный и распространенный метод обработки поверхностей заготовок многолезвийным режущим инструментом - фрезой
Главным движением при фрезеровании является вращение фрезы, а вспомогательным поступательное перемещение заготовки. Движение подачи может быть и вращательное движение заготовки вокруг оси вращающегося стола.
Основными видами фрезерной обработки являются:
- обработка плоских горизонтальных и вертикальных поверхностей,
- обработка комбинированных поверхностей,
- обработка уступов и прямоугольных пазов,
- обработка шпоночных пазов,
- обработка фасонных поверхностей,
- обработка пространственно сложных поверхностей,
- отрезка заготовок.
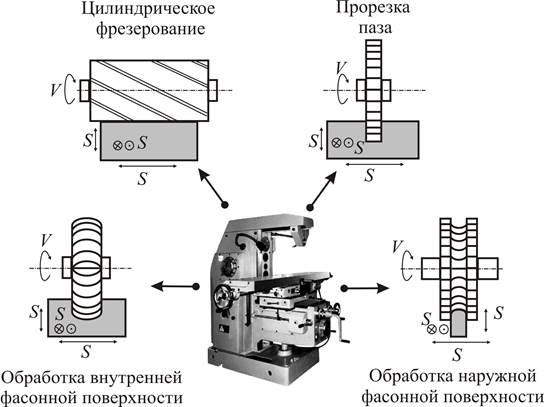
Рис. 12.5. Горизонтально - фрезерный станок и процессы, выполняемые на нем
Фрезерную обработку ведут на станках фрезерной группы (рис. 12.5). К ним относятся:
- вертикально-фрезерные,
- горизонтально-фрезерные,
- продольно-фрезерные станки,
- фрезерные станки непрерывного действия:
карусельного типа - стол вращается вокруг вертикальной оси, барабанного типа - стол вращается вокруг горизонтальной оси),
- копировально-фрезерные станки,
- специальные фрезерные станки:
резьбофрезерные,
шлицефрезерные,
зубофрезерные.
На рис. 12.6. показаны операции условного технологического процесса изготовления на зубофрезерном станке детали «зубчатое колесо» из штампованной заготовки. В качестве режущего инструмента при зубофрезеровании используют червячные резы различного диаметра и модульности.
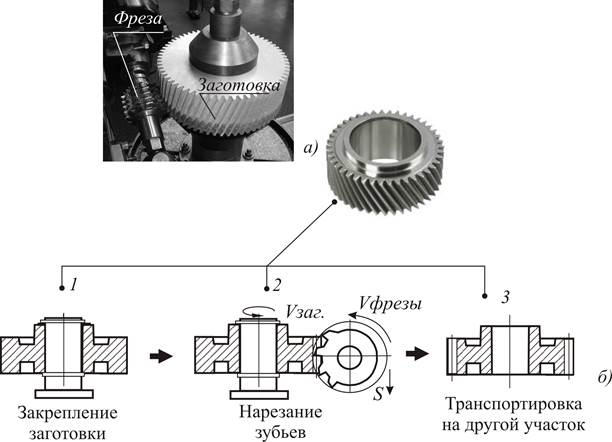
Рис. 12.6. Операция зубонарезания (а); фрагменты технологического процесса технологического процесса изготовления детали «зубчатое колесо» на зубофрезерном станке (б)
· Осевая обработка это процесс лезвийной обработки с вращательным главным движением резания при постоянном радиусе его траектории и движением подачи только вдоль оси главного движения резания. При осевой обработке используются такие инструменты как сверла, развертки, цековки, зенковки и т.п.
Основными видами осевой обработки являются:
- сверление отверстий,
- рассверливание отверстий
- зенкерование отверстий (обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости)
- развертывание отверстий (окончательная обработка цилиндрического или конического отверстия (обычно после зенкерования) в целях получения высокой точности и малой шероховатости обработанной поверхности),
- цекование отверстий (обработка торцовой поверхности отверстия),
- зенкование (получение конических углублений в отверстии),
- нарезание резьб плашками и метчиками.
Осевую обработку ведут на станках сверлильной группы(рис. 12.7). К ним относятся:
- вертикально-сверлильные,
- радиально-сверлильные.
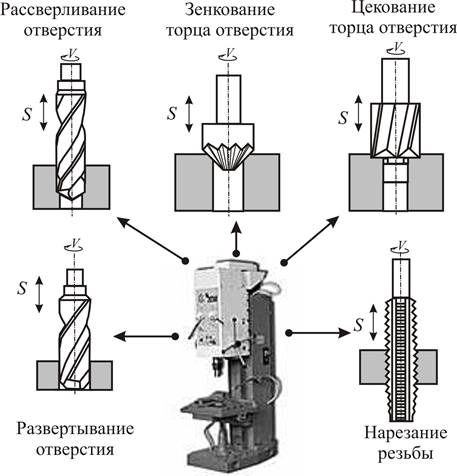
Рис. 12.7. Вертикально-сверлильный станок и процессы, выполняемые на нем
На рис. 12.8. показаны операции условного технологического процесса изготовления на вертикально-сверлильном станке детали «втулка резьбовая» из калиброванного прутка.
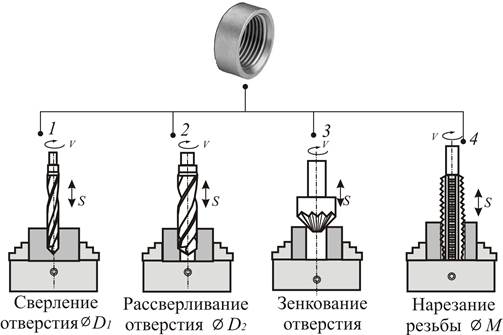
Рис. 12.8. Операции технологического процесса осевой обработки детали «втулка резьбовая»
· Поступательная обработка.Процессы строгания и долбления - это процессы обработки резанием осуществляемые однолезвийным инструментом с возвратно-поступательным главным движением резания. К поступательным видам обработки относятся:
- строгание,
- долбление,
- протягивание.
Строгание и долбление обычно применяются при обработке несложных профильных поверхностей с прямолинейными образующими, а также для обработки вертикальных и горизонтальных плоскостей в единичном производстве. На рисунке 12.9. показаны схемы процессов строгания (рис. 12.9, а) и долбления (рис. 12.9, б).
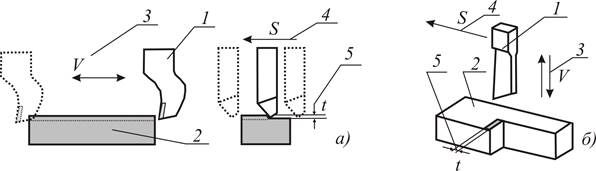
Рис. 12.9 Схемы процессов строгания (а) и долбления (б): 1- резец, 2 - обрабатываемая заготовка, 3 - возвратно - поступательное главное движение резца, 4 - движение подачи, 5 - глубина резания
- Протягивание - обработка многолезвийным инструментом (протяжкой) с поступательным главным движением резания, распространяемая на всю обрабатываемую поверхность без движения подачи. Срезание припуска осуществляется за счет превышения (подъема) последующего зуба над предыдущим.
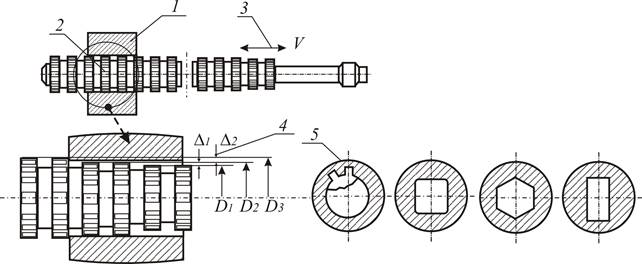
Рис. 12.10. Схема внутреннего протягивания: 1 - обрабатываемая деталь, 2 - протяжка, 3 - главное движение , 4 - подъем зубьев, 5 - полученная поверхность
Применяется в массовом и серийном производстве при получении отверстий, обработке плоских и цилиндрических наружных поверхностей. Внутреннее протягивание - протягивание внутренней замкнутой поверхности и ее элемента (рис.12.10).
Наружное протягивание - протягивание наружной или незамкнутой внутренней поверхности.
Поступательную обработку ведут на станках: строгальных, зубострогальных, долбежных, зубодолбежных, протяжных.
· К слесарной механической обработке относятся следующие виды обработки:
- Рубка и резание металла. С помощью зубила или и молотка заготовка разрубается на части или ненужные части удаляются. Кроме того, с помощью рубки с заготовок убирают неровности, окалину, острые кромки деталей, вырубают пазы и канавки.
- Опиливание металлов. Эта одна из самых широко применяемых заключительных операций состоит в удалении небольших слоев металла напильником. С ее помощью с заготовок удаляют ржавчину, окалину, выравнивают шероховатые поверхности, а также придают деталям необходимую форму и размеры.
- Шабрение- повышение чистоты поверхности детали ручным лезвийным инструментом шабером.
Контрольные вопросы к лекции 12:
1. В чем состоит физическая сущность процесса резания металлов.
2. Дайте классификацию разновидностей лезвийной обработки. В чем состоит принцип этой классификации.
3. В чем состоят особенности токарной обработки.
4. Перечислите движения на токарном станке. Какое движение при токарной обработке является главным.
5. Перечислите поверхности, обрабатываемые токарной обработкой. Приведите самостоятельные примеры деталей.
6. Перечислите движения на фрезерном станке. Какое движение при фрезерной обработке является главным.
7. В чем состоят особенности фрезерной обработки.
8. Перечислите движения на фрезерном станке. Какое движение при фрезерной обработке является главным.
9. Перечислите поверхности, обрабатываемые фрезерной обработкой. Приведите самостоятельные примеры деталей.
10. В чем состоят особенности осевой обработки.
11. Перечислите движения на сверлильном станке. Какое движение при осевой обработке является главным.
12. В чем заключается процесс протягивания. В чем состоят особенности инструмента для протягивания.
13. С какой целью используется слесарная механическая обработка.
Дата добавления: 2015-06-27; просмотров: 8779;